科技新进展:基于车身制造工艺的先进高强钢开发与应用
一、研究的背景与问题
本项目始于2020年,随着全球汽车产业向轻量化、安全性和环保性方向加速转型,传统车身材料已难以满足现代汽车设计需求。一方面,各国环保法规日趋严格,欧盟碳排放标准、中国“双碳”目标等政策推动汽车减重以降低能耗;另一方面,消费者对车辆碰撞安全性能的要求不断提升,C-NCAP等安全评级体系持续升级。在此背景下,先进高强钢(AHSS)因其兼具高强度与轻量化特性,成为车身材料升级的核心方向。据统计,采用AHSS的车身结构可减重20%-30%,碰撞吸能提升30%-50%,显著降低燃油消耗和碳排放。此外,汽车行业竞争加剧,主机厂通过材料创新实现差异化设计,进一步促进了AHSS的开发和应用。
先进高强钢的开发与应用是汽车轻量化与安全性提升的关键路径,其性能与制造工艺已取得显著突破,但大规模推广应用,仍存在以下三方面问题:1)冲压成形易开裂,零件回弹难控制,断裂及回弹仿真预测精度低;2)高能量密度焊接接头微区性能梯度大,强塑性差,微区材料本构模型缺失;3)涂装电泳板耐蚀性差,耐蚀性能快速评价方法缺乏,工艺参数动态调整滞后。本项目旨在通过先进高强钢设计制备与车身制造技术开展协同创新,实现了车身制造与高强钢特性的精准匹配,解决上述瓶颈,推动AHSS在车身制造中的应用,助推“双碳”目标实现。
二、解决问题的思路与技术方案
1、总体思路
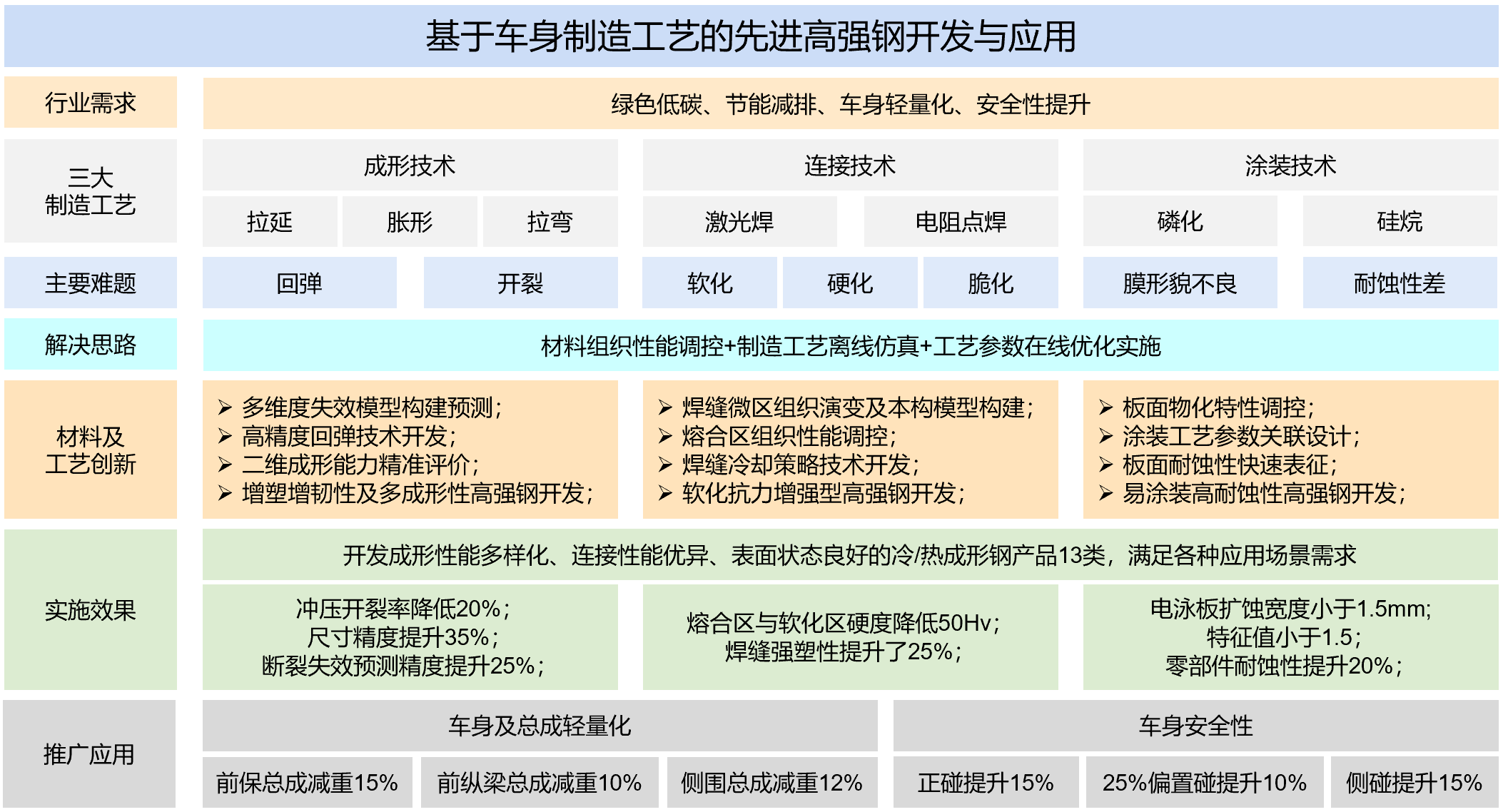
图1 技术思路
本项目面向汽车行业迫切需求,通过对车身制造工艺问题精准识别,开展先进高强钢设计与制备及车身制造工艺协同创新,解决成形开裂及回弹、连接接头强塑性不足以及涂装电泳板耐蚀性不良等制造痛点,提升高强钢在车身结构中的应用比例,满足汽车行业发展需求,总体思路如图1。
2、技术方案
2.1 开展成形工艺与材料设计协同优化,解决成形开裂和回弹问题
(1)利用扩孔、成形和拉伸试验,构建了单向拉伸应变、包括剪切应变的多应变路径及应变路径无关等状态下高强钢断裂预测模型,如图2,采用模型对翻边开裂、拉延开裂以及剪切开裂等失效模式进行预测分析,为材料制备及选材和成形工艺设计提供可靠的模型支撑。
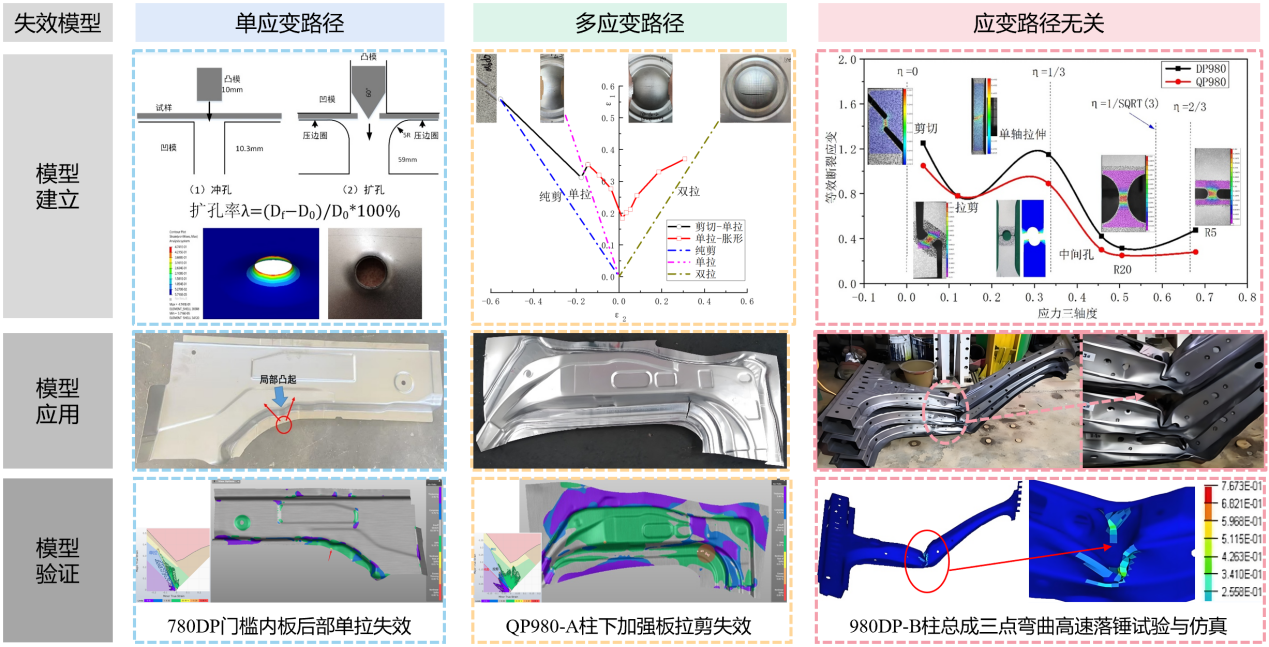
图2 高强钢断裂失效模型开发及应用
(2)开发成形性能二维评价方法及测试模具,快速精准评估材料成形能力。
方法一:采用数字图像相关技术,获取应变量与位置关系,融合高斯拟合与数学导数,确定全局-局部变形分界点和具体位置分布等特征参数,实现成形性与变形区域以及局部和整体成形性能的关联性评价。
方法二:采用拉伸均匀延伸率表征全局成形性,断后断口截面收缩率表征局部成形性,建立全局及局部成形性的关联性评价。
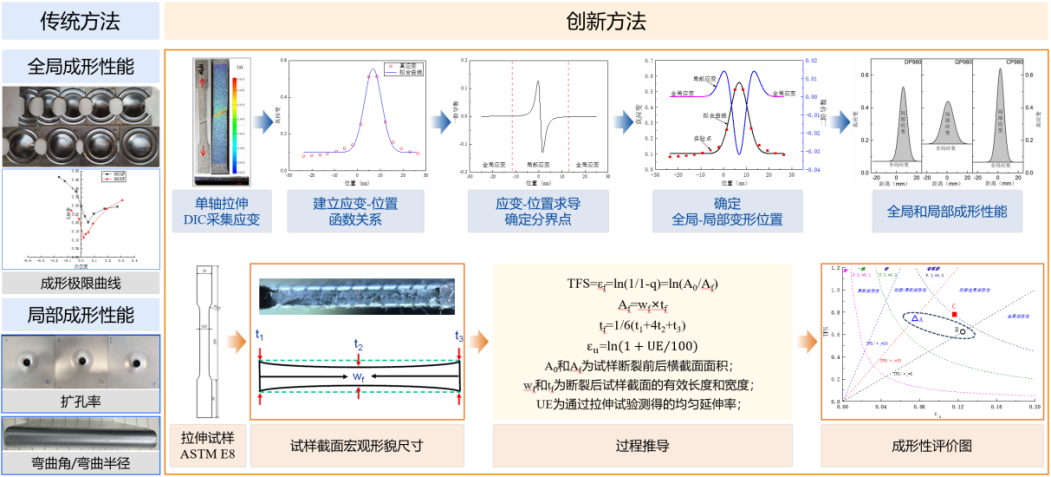
图3 高强钢二维成形能力的快速评价

图4 多功能成形性能评价模具(QP980不同工况下成形性评价结果)
开发多功能成形性能评价模具,通过内置图像-位移传感系统实时观测并记录材料变形过程,精确捕捉零件失效位置与时刻,同时,采用可调节镶块设计,实现拉延与胀形变形区域面积的灵活调控,高精度模拟实际冲压现场零件变形工况,评估材料安全裕度。对材料成形性能与工艺参数的快速匹配评估提供可靠依据,可显著提升冲压制件的合格率,降低开裂失效。
(3)针对高强钢薄板大应变变形与防屈曲克服,提出了基于光学应变的低摩擦十字梳齿式抗轴向强挤压失稳的精确控制方法。
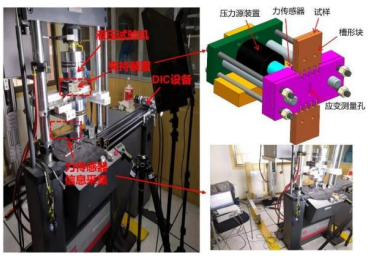
图5 高强钢板平面循环加载系统
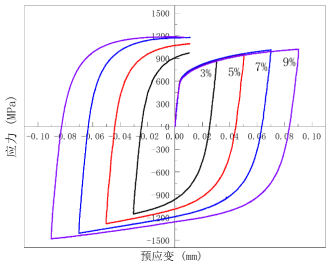
图6 QP980的拉压曲线
开发了一套国内首创可实现高强钢薄板均匀拉伸-压缩实验装备,获取拉压应力应变曲线,并采用分段拟合逐一计算,获取材料的Y-U模型相关参数。由此提取屈服准则分别为Hill48和Balart89的等向强化模型参数,指导门槛内板等高强钢材料的回弹补偿设计。
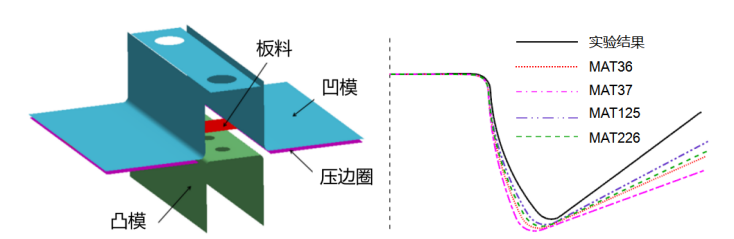
图7 拉-压应力应变曲线及回弹结果验证
图8 门槛内板成形仿真及回弹补偿结果
(4)开发增塑增韧性热成形钢、多成形特性吉帕钢、局部成形性能改善型双相钢,实现零件成形特点与材料精准匹配。
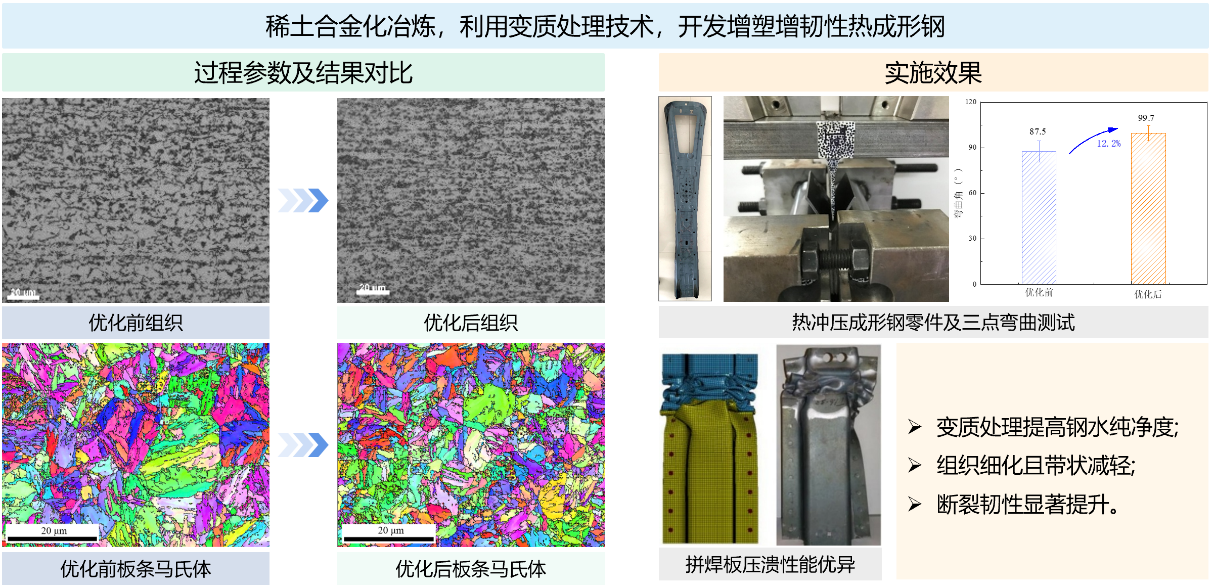
图9 增塑增韧性热成形钢开发
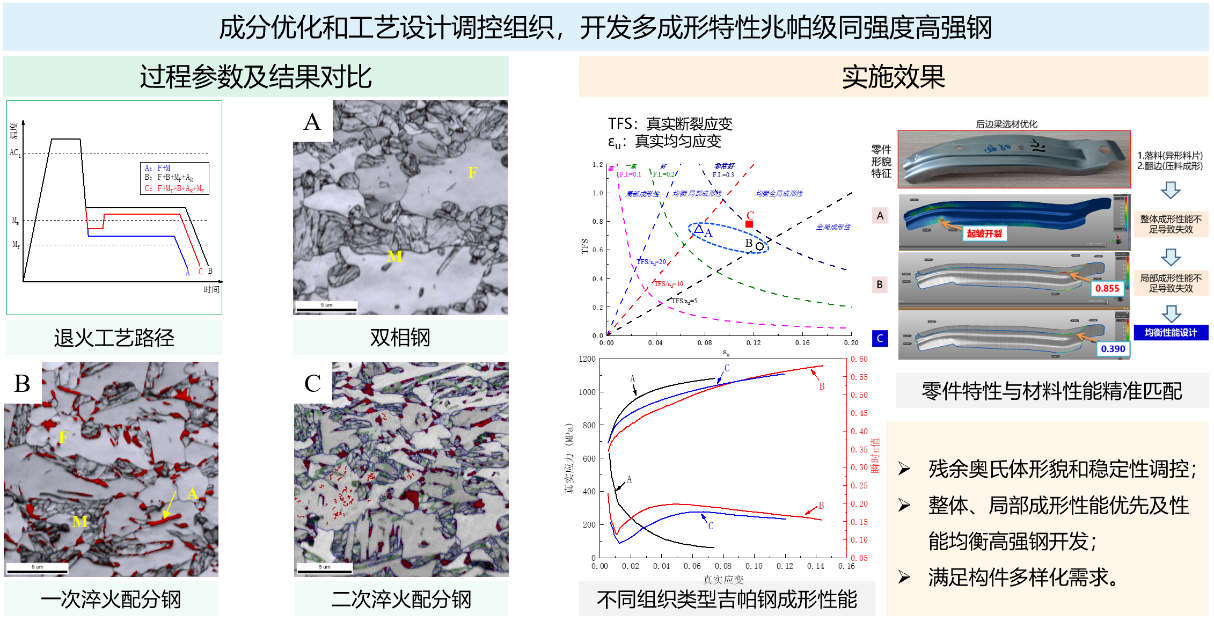
图10 成形性能多样化高强钢开发(A:残余奥氏体)
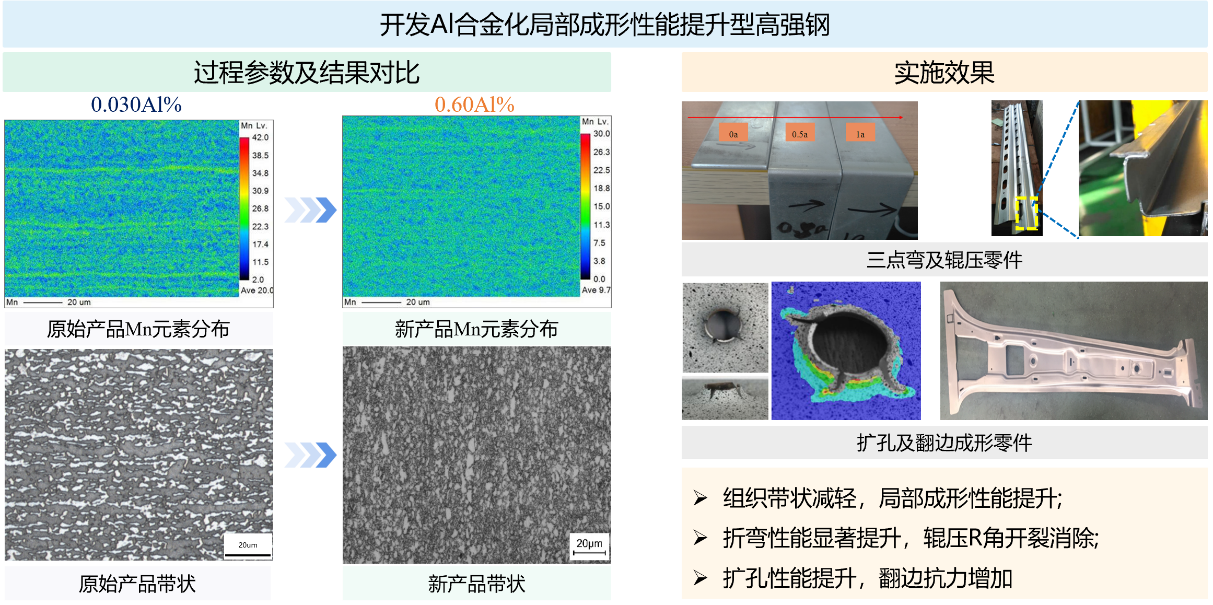
图11 局部成形性能提升型高强钢开发
2.2 开展连接工艺与材料设计协同优化,提升接头强塑性
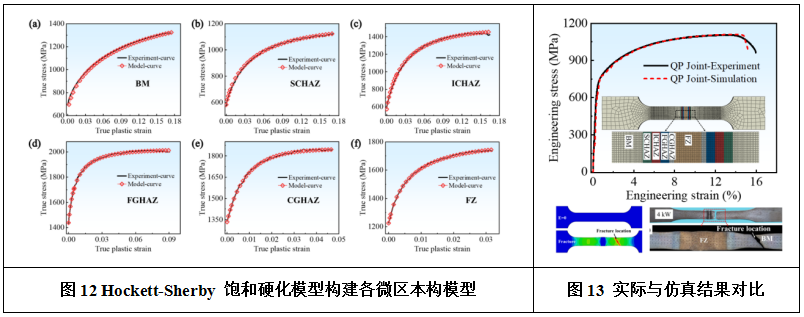
(1)基于焊接热循环和微区组织特点,构建激光焊微区高精度材料本构模型,采用热模拟方法制取各微区宏观拉伸试样,采用Hockett-Sherby饱和硬化模型对塑性变形阶段流动应力进行拟合,获得各微区材料本构模型,如图12,构建了接头拉伸有限元模型,仿真和实际结果如图13,两者高度吻合,表明所建模型可精准预测具有复杂组织接头的力学行为和断裂模式。
(2)开发了优质焊丝和激光填丝焊技术,通过熔池物理化学冶金实现熔合区组织有效调控,消除了焊缝低硬度区(图14),低强度铁素体相消失(图15),接头强塑性提升了4.4倍(图16)。
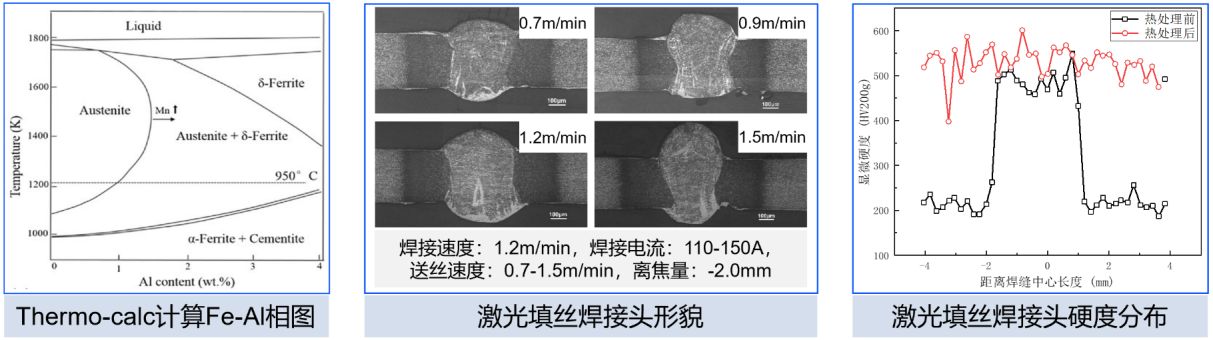
图14 焊丝开发和工艺参数优化及接头硬度分布
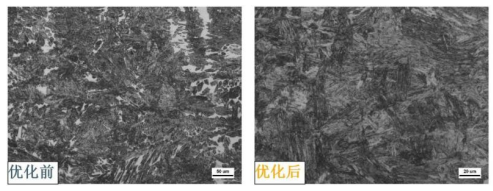
图15 优化前后焊缝组织对比(白色相为铁素体)
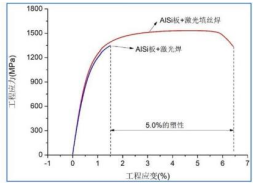
图16 优化前后接头拉伸性能
(3)开发可调控多脉冲电阻点焊技术,开展脉冲波形设计,改善焊缝形貌,优化失效模式,即由脆性界面断裂转变成韧性熔核拔出模式,三脉冲波形优化后接头强塑性是单脉冲工艺的2.65倍。
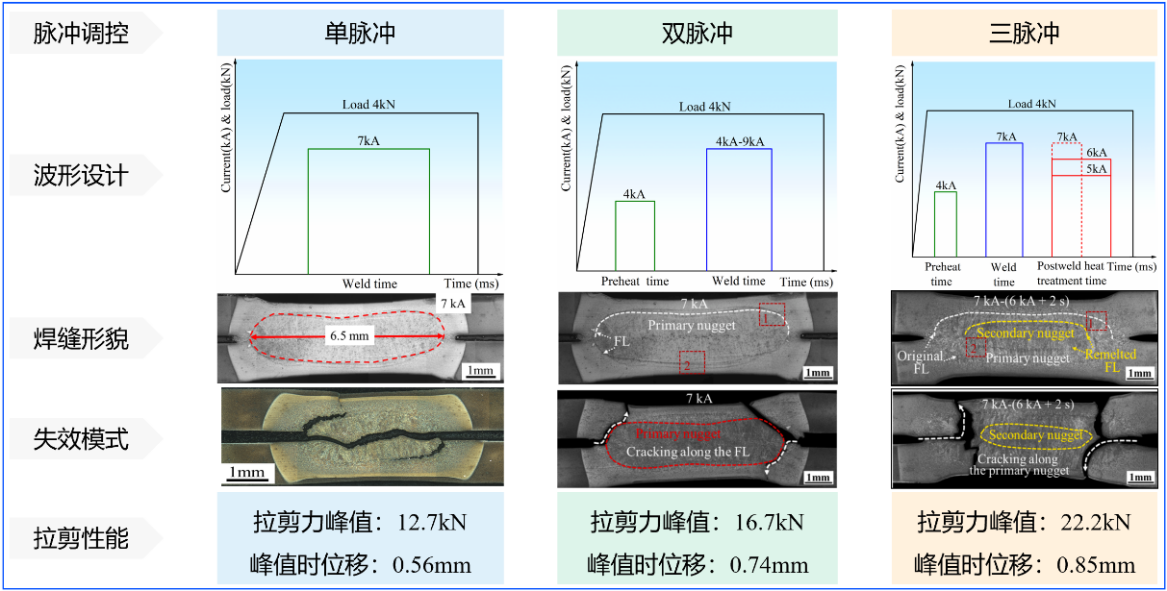
图17 多脉冲电阻点焊技术
(4)开发全域缓冷和微区强制冷却技术,建立焊接参数关联模型,改善接头性能,通过设计内置冷却水道夹具,施焊时通水加速冷却,可有效控制热影响区软化程度,如DP600激光焊接头软化区完全消除,图18;建立焊接参数关联模型,获得外观成形良好、无缺陷及成形饱满的焊接接头,接头拉伸均断裂于母材,如图19。
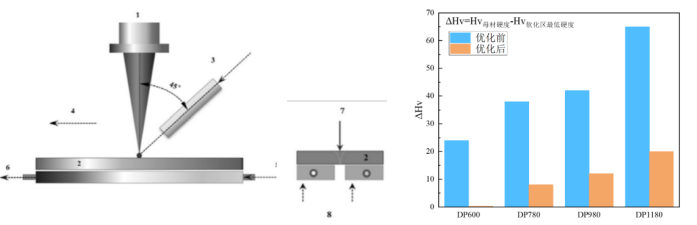
图18 微区强冷技术及软化抑制
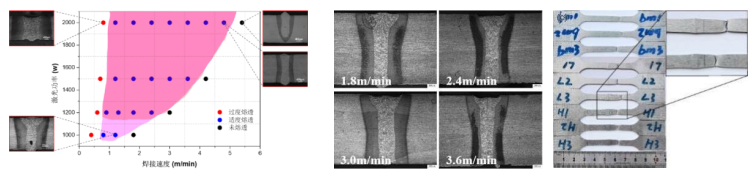
图19 激光焊参数模型及工艺优化后的接头形貌
(5)开发软化抗力增强型高强钢,提升接头强塑性,采用低碳微合金化设计,通过组织调控,在DP1180基体中获得10%左右的残余奥氏体,减轻热影响区回火程度;低碳设计降低熔合区硬度,降低了接头性能梯度,熔合区与软化区硬度差值由初始的196Hv降低到优化后的100Hv,接头与母材间的协调变形能力增强,拉伸断裂位置由软化区转移至母材,接头强塑性提升了近5倍,图20。
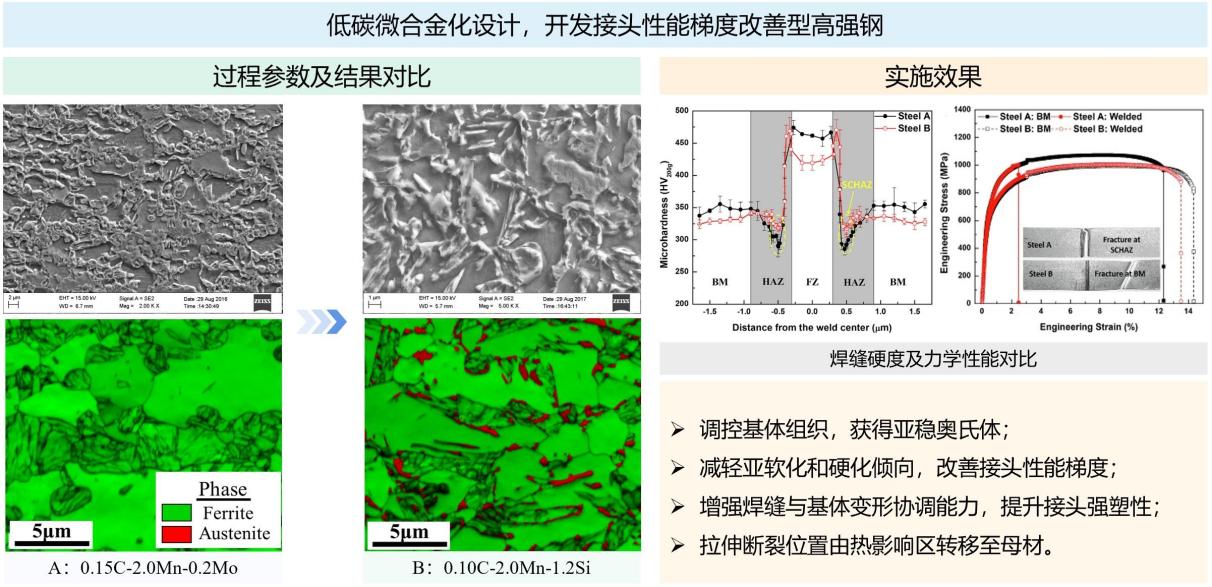
图20 接头性能梯度改善型高强钢开发
2.3 开展涂装工艺与材料设计协同优化,提升涂装和耐蚀性能
(1)柔性化设计炉区气氛参数,调控退火板板面化学特性,通过露点调控,改变氧化物形成位置,基于成膜工艺特点,设计平整机辊面参数,调控板面物理特性,提高电泳后板面的耐蚀性能。
(2)涂装工艺流程长,关键工艺点多且相互影响,识别工艺流程中存在的脱脂不净、板材锈蚀、磷化/硅烷膜重及形貌不良、电泳漆膜缺陷及不均匀等风险并针对性开发关键技术实施,提升电泳板板面质量及其耐蚀性。
优化前后的结果对比如图21。
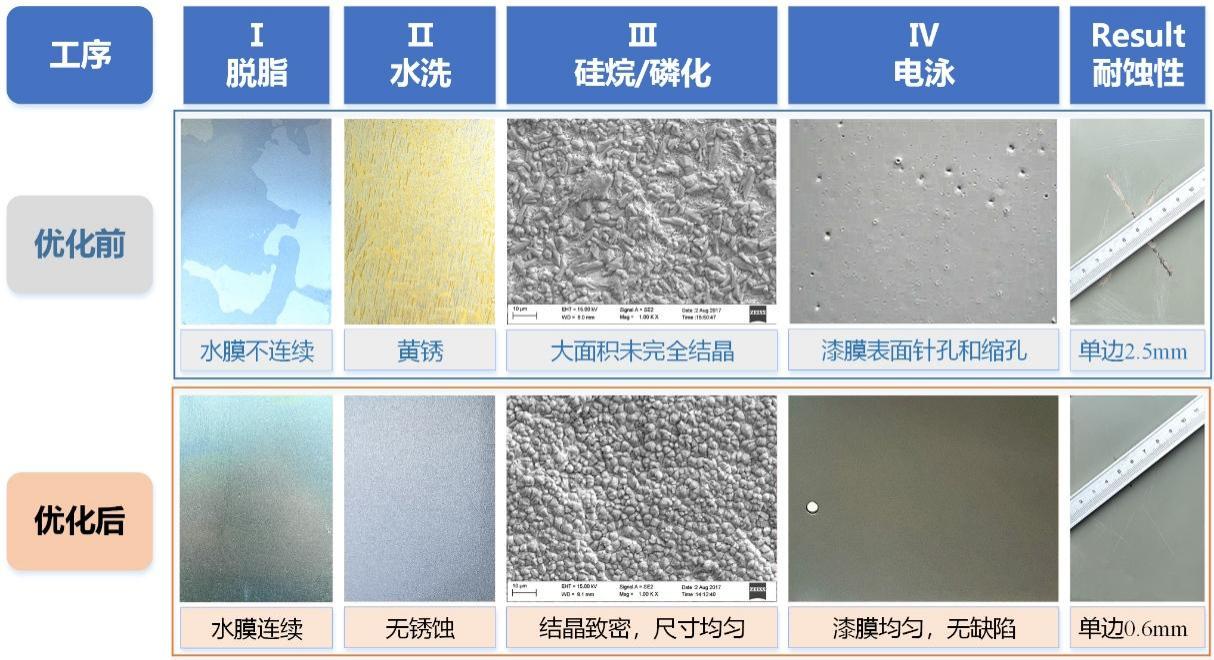
图21 工艺优化前后涂装板面耐蚀性对比(QP980)
(3)开发抗氧化增强型热成形钢,增强抗氧化性,较薄的氧化铁皮及其中较多的Fe3O4相在常温下具备一定强度,可协同基体变形而不脱落,附着力优良;开发涂装性能优异型高强钢,改变表面氧化物分布、类型以及尺寸等改善表面质量,改善了板面的耐蚀性能。
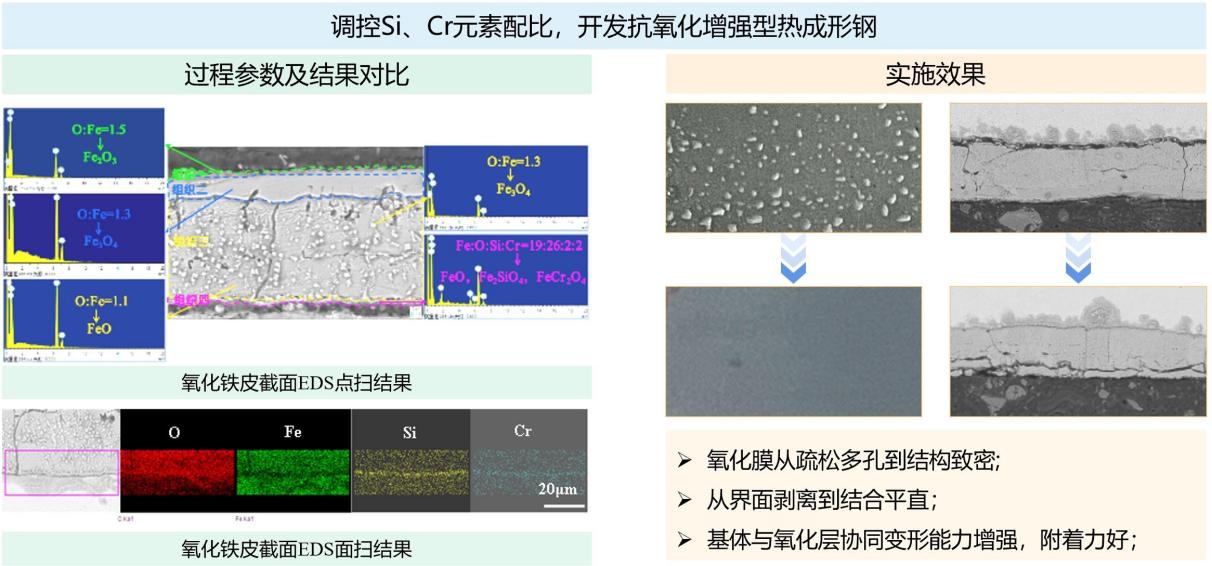
图22 抗氧化增强型热成形钢开发
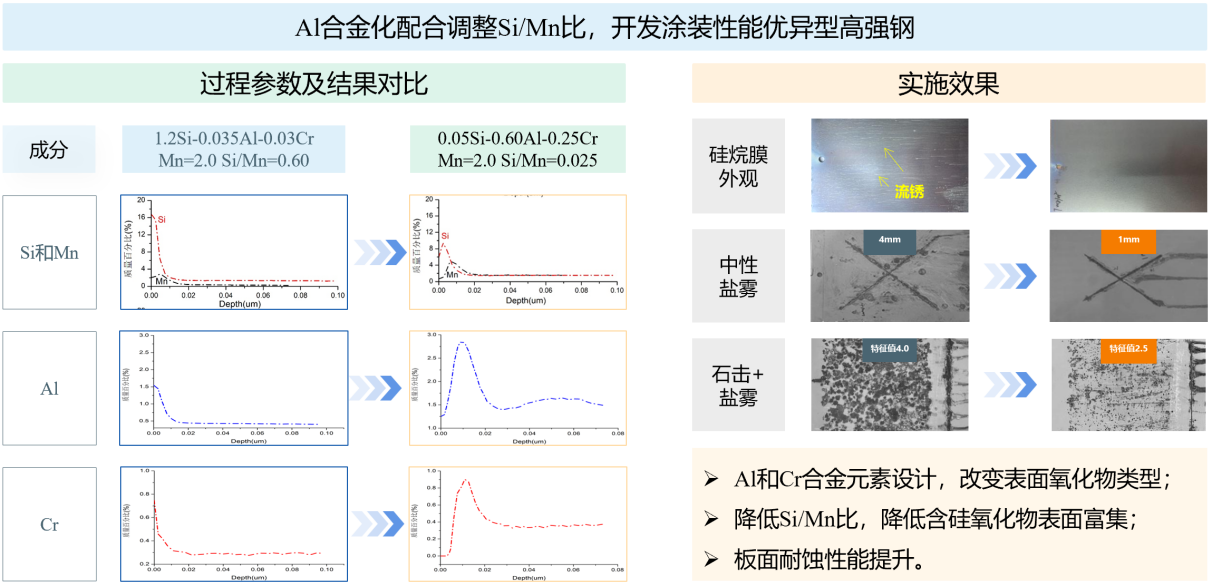
图23 涂装性能优异型高强钢开发
2.4开展高强钢与车身制造工艺匹配性设计,提升车身轻量化和碰撞安全性
以某款车型整车为研究对象,建立整车数模有限元模型,并完成了刚性固定壁障100%重叠率的正面碰撞、正面主驾位25%偏置碰撞以及侧面碰撞等工况仿真模型的建立,基于原始设计,从先进高强钢选材、车身制造工艺优化及结构设计角度提升车身轻量化水平及碰撞安全性能,具体思路如图24。
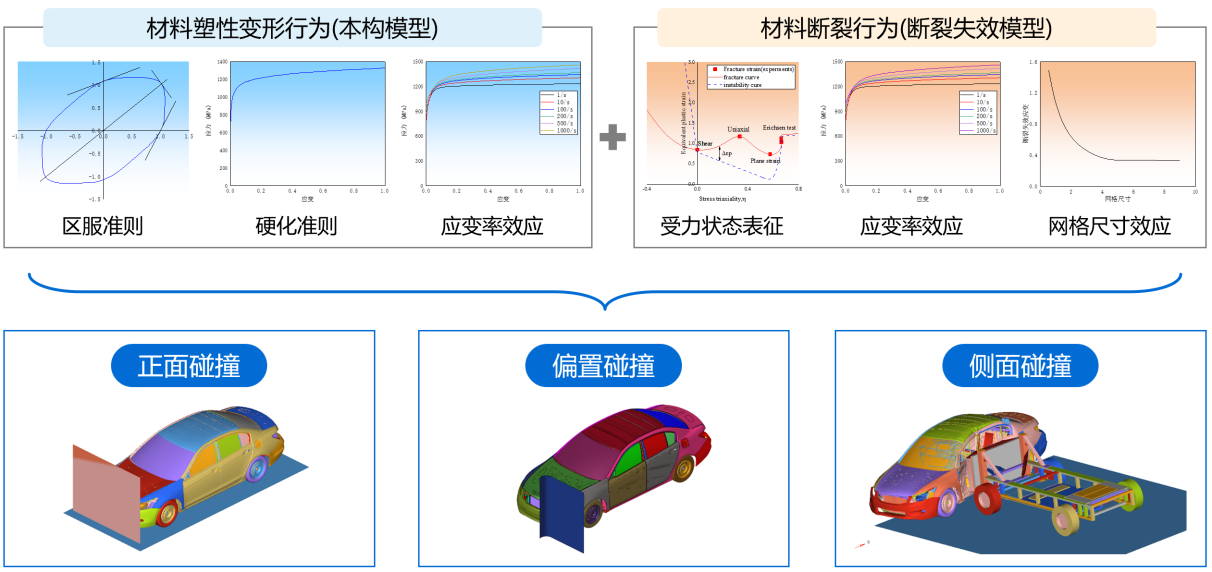
图24 高强钢选材-车身制造-结构优化协同提升安全性能
(1)正面碰撞时,前保总成是首要的安全部件,前保主要由保险杠和吸能盒组成。原设计为保险杠为780MPa(1.4mm),优化后提升至1.0GPa(1.2mm),并解决了辊压角部开裂和焊缝开裂,吸能盒由DP600升级至DP780,优化后汽车前保方案较原方案吸能提升15%,在重量减少15%时,仍具有相当的碰撞性能,如图25。
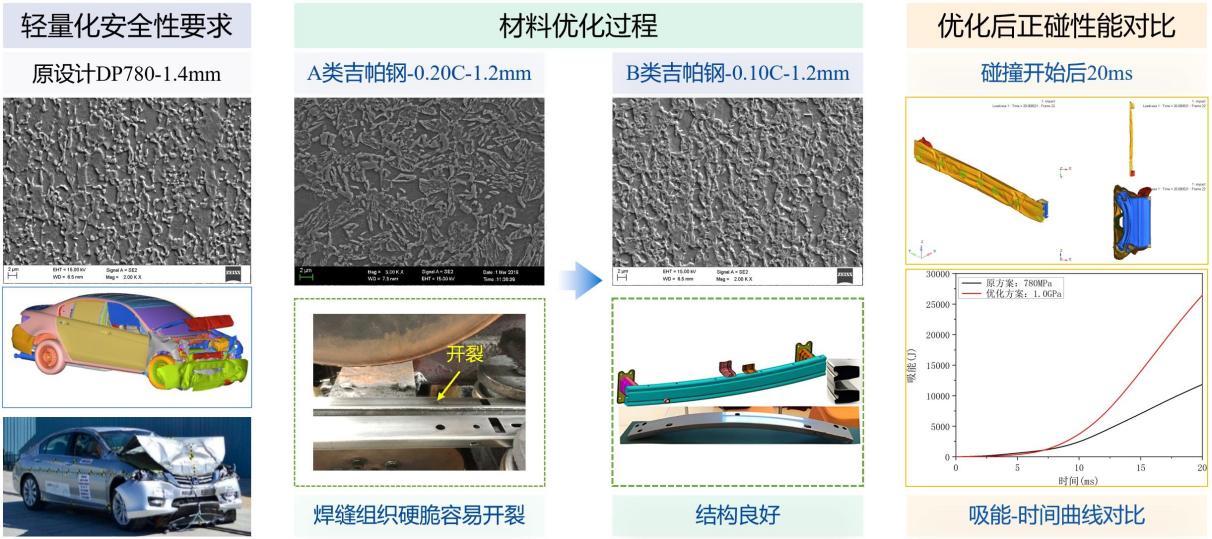
图25 前保安全性能提升
(2)偏置碰撞过程中对纵梁进行优化,采用高强高塑性QP980前纵梁前段代替HC340LA,预防中部后端提前发生折弯,在易折弯部分添加支撑板,厚度为1mm,材质为与前纵梁一致,通过多脉冲电阻点焊连接;后段采用较厚的DP980;通过纵梁整体强度及结构优化,前纵梁总成整体吸能性显著提升了10%,实现减重10%,图26。
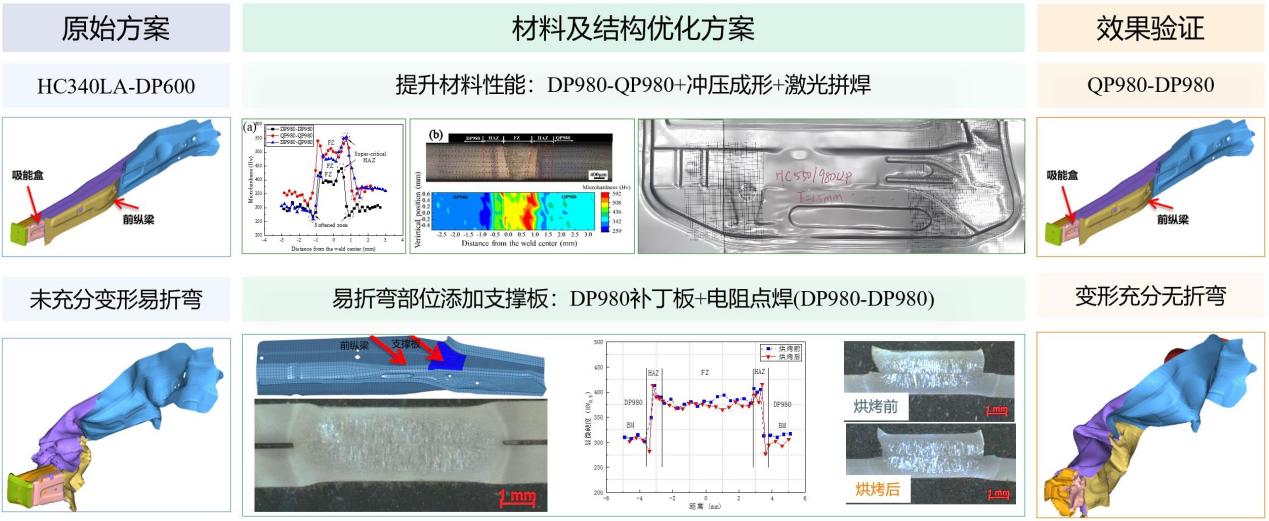
图26 DP980-QP980激光拼焊板接头性能及前纵梁加强件制造
(3)采用激光拼焊一体化门环设计提升侧面碰撞安全性,侧面柱碰碰撞过程中侵入量峰值下降50mm,减少10.5%。在重量上,原方案门环+其内部加强件总重量为15.1kg,一体式门环重量下降12%。
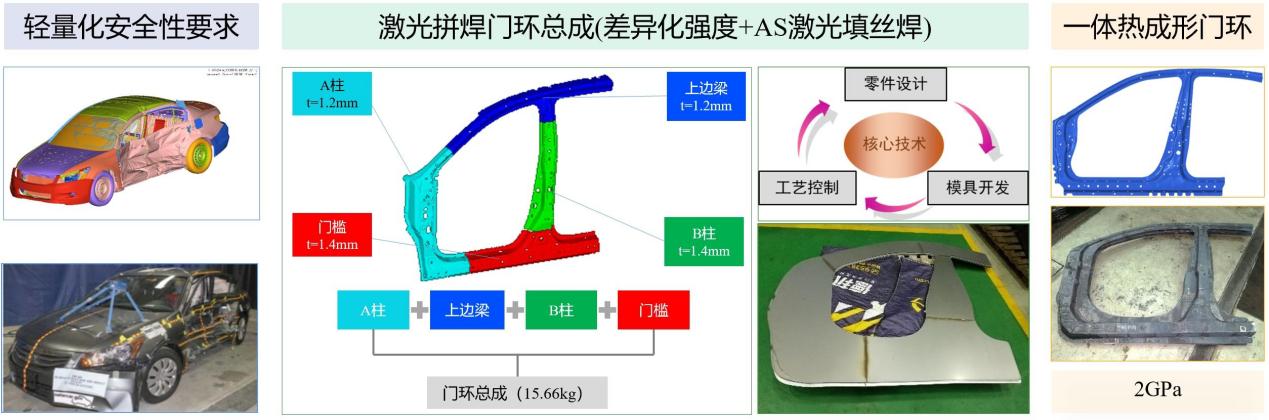
图27 轻量化门环及一体化制造
三、主要创新性成果
1、提出了高强钢二维成形能力快速评价方法,开发出多功能成形性评价模具,设计了薄板大应变防屈曲拉压及回弹测量实验装置,提升了回弹预测与测量精度,基于模型指导,开发出增塑增韧性钢和适应多成型特点的冷成形高强钢,显著改善了高强汽车钢的回弹和开裂问题。
2、发明了铝硅镀层热成形钢激光拼焊焊丝和激光填丝焊工艺以及多脉冲电阻点焊技术,开发了全域热处理和微区强制冷却技术,提升了接头强度和塑性,解决了焊接接头软化难题;基于焊接热循环特点,开发了软化抗力增强型吉帕钢,改善了接头性能梯度。
3、开发了基于炉内气氛柔性调控的氧化物控制技术和基于油品特点的脱脂剂,解决了涂装耐蚀性不良等应用难题,开发了抗氧化热成形钢,解决了热成形中氧化铁皮脱落和模具损耗大等问题。
四、应用情况与效果
基于车身制造工艺的先进高强钢开发与应用已经从技术突破走向规模化落地,破解了工艺瓶颈,实现了“钢铁材料开发制备-车身制造工艺设计-结构安全及轻量化”一体化。以下是具体应用情况:
1、产品开发技术突破与核心应用
(1)开发了系列基于车身结构制造工艺特性的先进高强钢,共计13类18个品种,如通过控制残余奥氏体数量、形貌及其应变下的响应特征开发了整体成形性能优异吉帕钢,用于车身复杂构件制造;具有优异软化抗力吉帕钢广泛用于激光拼焊板设计,如车身纵梁等。产品开发成果应用在唐山钢铁集团高强汽车板有限公司,在2023-2025年间,高强钢产品生产和销售超过123.99万吨,实现9.39亿元效益。
(2)通过零件特性识别,实现了吉利新车型远景X3车身结构用钢的100%全覆盖,累计装车逾40万辆,替代原有低强度钢,实现减重约12%,且拓展到吉利豪越等高端和商务车型,目前吉利睿蓝(重庆)基地量产四款车型中30%用钢采用了本项目开发的先进高强钢;通过了华晨宝马、福特、上汽乘用车、奇瑞以及长城等13家国内外知名汽车主机厂的认证资质,稳定批量供货,在16款车型中应用。
2、车身制造工艺应用效果及行业影响
(1)制造工艺应用: AlSi镀层激光焊专用焊丝及激光热填丝焊工艺开发,成功突破了AlSi镀层板拼焊接头强度低塑性差的技术瓶颈,打破国外技术封锁,并设计了具有优异碰撞安全性能的激光拼焊门环,在长城汽车、广汽和奇瑞等主机厂的多个车型应用。指导建设了一条激光剪切配送和拼焊板生产线,形成了高强钢产品设计、制造和应用的全流程技术解决方案和技术集成。
(2)减重与安全双提升:在某款车型中实现了前保总成减重15%、侧围总成减重12%、前纵梁总成减重10%,安全性能则分别提升了15%、10%和15%,实现了减重和安全双提升。
3、产业链协同和效率增强
形成了唐钢特有的先进高强钢生产、车身制造工艺设计和优化及车身结构安全和轻量化提升等创新成果,采用本项目所制备多加工特性材料及制造工艺,与奇瑞和吉利等主机厂在两款新能源车型上成功开展了材料可制造性分析、车身结构设计及安全碰撞仿真等合作,实现稳定批量生产。钢铁企业通过技术突破,为汽车行业提供轻量化、高强度的材料,直接助力汽车性能提升,通过联合攻关,提前参与车身结构设计,和车企一起解决材料问题,这种“同期工程”模式大幅提升了效率,构建了“钢厂-车企-零部件”生态圈,推动产业间良性协同发展。
4、技术突破与传承
在项目开展过程中,发表高水平论文17篇,尤其在连接接头的强塑性调控领域开展了系列机理性研究,引领学术方向;而通过对车身制造问题的解决,形成了高强钢开发与应用的一体化优化设计技术,也具有巨大的推广价值。
信息来源:河钢集团唐钢公司
-
全国科技大会 国家科学技术奖励大会 两院院士大会在京召开 习近平为国家最高科学技...
[06-25]
-
中国金属学会推荐的“采用清洁能源实现低成本低碳炼铁”入选中国科协2024十大产业...
[07-03]
-
关于推荐重要学术会议的公示
[06-20]
-
《高品质钢冶炼工艺及关键技术》审稿会在京召开
[06-19]
-
教育部第二批“新工科”课程《钢铁科学与技术前沿》第六讲: 高品质特殊钢电渣重熔技...
[10-29]
-
关于召开“2026年全国炼钢-连铸生产技术会”的通知
[05-11]
-
2026第五届中国自动及智能在线无损检测技术论坛通知(第一轮)
[05-06]
-
2026年全国连铸学术年会会议通知
[04-29]
-
2026年(第五届)中国不锈钢科技发展论坛参会通知
[04-27]
-
关于召开2026全国电冶金高端技术论坛暨废钢铁学术年会的通知
[04-24]