科技新进展:新能源汽车智能舱座椅超高强钢关键技术开发及产业化应用
一、研究的背景与问题
随着新能源汽车技术快速升级,座椅科技逐步转型为驾乘体验“智能终端”。2024年中国成为全球首个实现年产1000万辆新能源汽车的国家,高端化、智能化、安全化与全球化将持续主导整个行业的发展。
汽车座椅除了保证整车舒适化、智能化、高端化以外,在汽车碰撞过程中还担负着保护司乘人员安全的重要使命。整车无论是正面100%刚性碰撞、正面40%重叠可变形壁障碰撞、正面25%偏置碰撞,还是侧面碰撞,高质量的汽车座椅要求具备:结构稳定不变形,高吸能效率减少冲击力,有效地限制乘员移动,防止乘员与车内其他物体发生二次碰撞。汽车座椅不仅直接影响乘员的安全,还关系到车辆结构的完整性和应急响应能力,对整车安全性至关重要。
目前新能源智能舱座椅用钢逐步向第四代高端化、智能化座椅超高强钢过渡,座椅骨架用超高强钢强度级别覆盖800~1500MPa;座椅滑轨用超高强钢强度级别覆盖700~1180MPa。
国内外各大钢铁企业高端产品研发的深度、广度、速度远远滞后于新能源汽车快速发展的需求。高端座椅用钢中,如座椅滑轨、连续变曲率座椅骨架等零部件核心生产技术仍然被欧美、日本等垄断,而国内生产的冷轧高强钢常规产品不能同时满足其全部技术要求,该类产品仍依赖进口,增加整车制造成本,降低了我国新能源汽车核心竞争力。
为了解决上述棘手难题,借助国家自然科学基金(51975391)、河北省级科技计划平台,开展“新能源汽车智能舱座椅超高强钢关键技术开发及产业化应用”项目,最终研发出800~1500MPa级别兼具整体和局部塑性变形能力的座椅超高强钢系列先进产品,满足第四代高端化、智能化座椅超高强钢的苛刻需求。
二、解决问题的思路与技术方案
1、技术思路
项目总体实施思路如下:
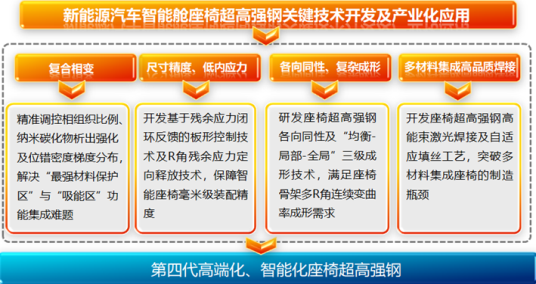
图1 研发思路及技术路线
2、技术方案
(1)开发了新能源智能舱座椅超高强钢复合相变调控技术,形成多项专利技术
①通过临界区过渡温度与冷却梯度匹配及纳米碳化物析出强化,研发出复合组织、复杂成形的高延性座椅边板用钢生产技术。
新能源智能舱座椅超高强边板用钢要求具有多相复合组织、可复杂成形,强塑积为15~25GPa·%,本项目提出复合微合金化思路,添加铌、钛、铬、钼等元素,通过工艺调控获得纳米析出强化粒子如微合金碳氮化物或含铜粒子如图2所示,显著提高材料强度;此外,通过精确的调控热处理温度制度获得以铁素体+马氏体为主的多相组织如图3所示。

(a)1号试样;(b)2号试样;(c,d)3号试样
图2 目标钢种D1180MS试验钢的TEM分析结果

(a)720℃;(b)740℃;(c)760℃;(d)780℃;(e)800℃;(f)820℃;
图3 临界区不同淬火温度的扫描显微组织图
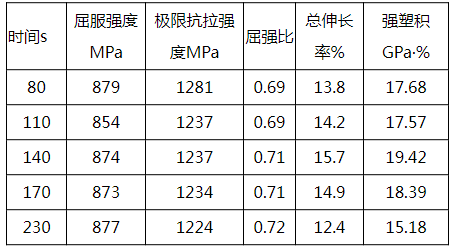
表1 D1180MS临界区不同均热时间的力学性能指标
②基于化学成分体系对高角度晶界、原始奥氏体晶界尺寸、马氏体包界尺寸影响规律研究及调控技术。系统性研究了微合金元素Ti与Cu等对1310MPa级别超高强钢组织性能的影响机制。设计了3种化学成分体系,分别添加0.035%的Ti和0.15%的Cu元素。图4中IPF和高角度晶界分布图,该高角度晶界包含了细化原始奥氏体晶界和部分马氏体包(Packet)界,3种试验钢的等效晶粒尺寸平均值分别为1.41μm、1.74μm和1.54μm。图5使用红色、绿色、蓝色分别标注了2°~5°、5°~15°、15°~180°的晶界,得到马氏体钢的平均等效晶粒尺寸分别为1.41μm,1.71μm和1.54μm,1号试样的等效晶粒尺寸更小,高角度晶界15°~180°区间1号试样占比为40.5%,成品具有更好的韧性。
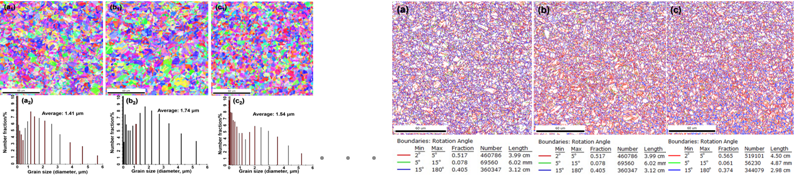
图4 试验钢的EBSDIPF图;图5试验钢的EBSDGB分布图和GB长度统计结果
③具备良好刚性和抗变形能力的座椅用钢关键生产技术。全链条研究成分-热轧工艺-退火工艺-显微组织-力学性能-成形性能之间的本质关系。表2给出980MPa级座椅用钢的退火工艺参数,图6-图8可见,通过工艺控制有效地实现了组织复相化、可控化、性能的稳定化。
表2 HQ980-HG连退热处理工艺参数

图6 不同贝氏体含量EBSD分析
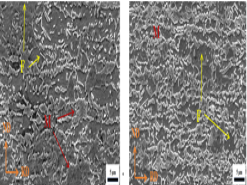
图7 微观组织
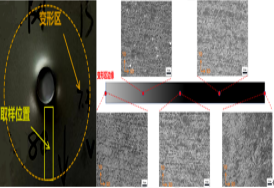
图8 扩孔宏观图像及变形区微观组织
(2)开发基于残余应力闭环反馈板形控制技术及R角残余应力定向释放技术,形成多项专利技术
①采用裂纹柔度法对平整前后的超高强钢,引入深度逐渐增大的“狭缝”,狭缝深度函数确定预存内应力,通过多辊系协同平整工艺实现残余应力释放,将基板平直度控制在≤0.5mm/m,内应力≤25MPa,整板尺寸精度较行业均值提升12.5%。
图9、10看出平整前带钢边部上下表面应力不对称性较带钢中部明显,上下板面应力不平衡的主要原因来自于卷取张力。从沿带钢宽度方向的残余应力以及弹性应变能分布看,带钢传动侧与操作侧残余应力不平衡,操作侧的残余应力的变化梯度更大,影响范围更宽。平整后基板内应力绝对值均≤25MPa;传动侧残余应力的增幅大于操作侧应力的增幅,为消除传动侧浪形而采用了倾斜调整;倾斜调整好,测试点残余应力≤20MPa。
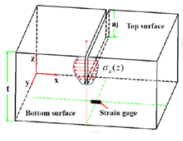
图9 基于裂纹柔度法应变测量示意图
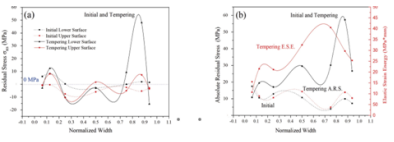
图10 平整前后钢板宽度方向上轧向残余应力分布
②基于数值模拟仿真与试验验证开发了R角残余应力定向释放技术。以特殊用途座椅滑轨零部件的某一边部位置折弯及回弹有限元仿真算例结合实际成形,建立有限元模型并验证其预测精度。
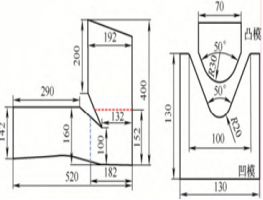
图11 零部件折弯模型尺寸图

图12 超高强度钢工件折弯用设备及凸凹模具
折弯回弹模拟计算分为折弯成形与回弹释放两部分,如图11设置不同的凸模压下量以探究凸模压下量对折弯回弹量的影响,并寻找出最终工件达到目标角度时的凸模压下量值。
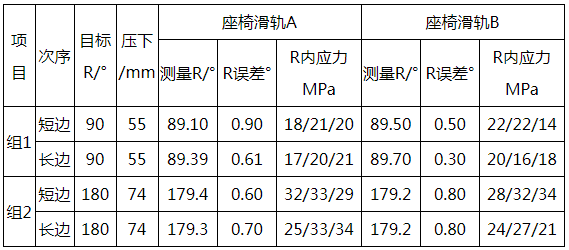
第一道次短边折弯和第二道次长边折弯的凸模压下量均为55mm,如图12进折弯成形时将工件位置对中,使折弯线与凸凹模中线对齐,设置凸模压下量为55mm,压力为2500kN,保压0.1s,凸模下压速度为20mm/s,卸载速度也是20mm/s。设备自动控制凸模在达到预设行程后再回程,释放对板料的压力让其自由回弹。
表3 超高强钢板折弯模拟与折弯试验的回弹后角度
(1)开发了座椅超高强钢各向同性及"均衡-局部-全局"三级成形技术,形成多项专利技术
①给出连退快冷工艺不同淬火温度下微观织构的演变规律及动态相变路径设计。DP980-ZY、D980MS、D1180MS、DP1310等产品在空间晶粒取向是随机、没有位向关系。而经过冷轧和临界区均热后,多晶体的取向分布状态明显偏离随机分布状态,呈现一定规则性,利用这一特性可以改变钢材自身力学性能、成形性能、尺寸精度、内应力分布等关键特性。
图13为临界区淬回火工艺在720℃、760℃和800℃淬火温度下的IPF图,右下角三角图标表示不同颜色与晶粒取向之间的关系,其中红色、绿色和蓝色分别代表平行于法向的[001]、[101]和[111]晶体取向。实际上在720℃的淬火温度下,绿色部分代表着和轧制相关的α织构。当淬火温度升高到760℃和800℃时,绿色部分的α织构组分明显减少,而蓝色部分的面积占比增加,说明[111]方向与法向平行的晶粒所占的比例增加。

(a)720℃; (b)760℃; (c)800℃
图13 临界区淬回火工艺下不同淬火温度的IPF图
②揭示超高强座椅用钢氢陷阱产生规律及氢致延迟开裂控制策略。氢致延迟开裂是超高强钢在成形和服役过程中易产生的问题,如图14所示采用第一性原理对1300MPa级别产品计算分析,利用VASP软件进行优化,优化弛豫方式(ISIF)为3,K-Points为3×3×1,截断能为400eV。Fe和Cu晶胞的晶格常数分别为a=b=c=2.76Å和a=b=c=3.62Å,将Fe(011)和Cu(111)晶面组合并优化,利用VASP计算不同原子层距离结构的势阱能量和电荷密度,并且从溶解能和偏析能的角度验证氢陷阱捕获能力的强弱。
马氏体中高密度的板条界、残留奥氏体界、析出相等形成的“氢陷阱”为材料提供了更加分散的氢存储位点,在相同氢含量的情况下,氢不容易在各类晶界处大量聚集,不容易形成氢分子膨胀,降低材料的氢脆断裂风险。在HC950/1310DP组织中Cu析出相界面处能形成良性氢陷阱,Cu微合金化提升耐腐蚀和抗氢脆的作用。为降低超高强钢氢脆断裂风险添加0.15~0.3%Cu元素。
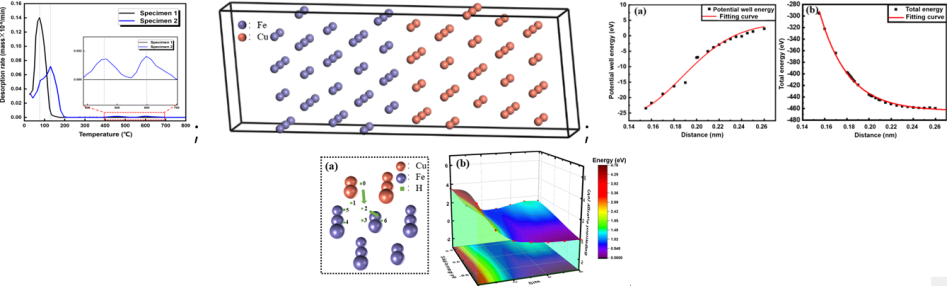
图14 TDA抗氢脆性能对比;原子结构;
原子层距离对静电势能和总能量的影响;氢原子潜在移动方向模拟
③提出应变路径分段控制策略,开发了"均衡-局部-全局"三级成形技术
采用不同预应变加载-卸载路径分段控制实验来获取反映材料弹性行为,如图15示。

图15 不同预应变下加载-卸载应力应变曲线;图16 预应变单循环拉伸-压缩应力应变曲线
对HC800LA-A和HC800LA-B进行应变量为4%,7%,9%单循环拉伸-压缩实验,获得的应力应变曲线如图15、16所示。应用典型的新能源智能舱座椅高强度、长滑轨零件,对基于相组分建立HC800LA材料Y-U模型进行CAE冲压成形仿真验证。采用基于相组分的Y-U随动硬化材料模型见图16所示。仿真采用的压边力为700kN,摩擦系数设定为0.15,图17为长滑轨的各区域回弹测量结果,其中零件最大回弹量为0.37mm。
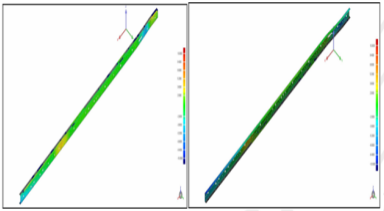
图17采用基于相组分的Y-U随动硬化材料模型
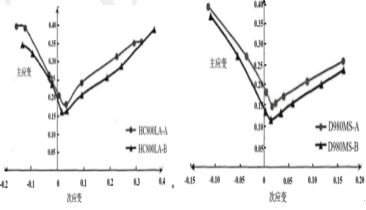
图18 HC800LA、D980MS成形极限曲线对比
对两种成分体系、不同成形方法的HC800LA、D980MS进行扩孔实验,C-Si-Mn成分体系、适合均衡成形平均扩孔率35.6%、26.7%,微合金成分体系、适合局部高成形平均扩孔率为54.3%、43.1%,扩孔性能更好。对两种成分体系、适合不同成形方法的HC800LA、D980MS进行成形极限实验评价,与传统工艺成形极限FLC值相比提升22.5%、22.1%,图18所示。
(4)开发座椅超高强钢低损伤高能束激光焊接技术,形成多项专利技术
①明晰了特定热输入下焊接接头微观组织及力学性能分区特征及调控技术
激光功率对应的热输入分别为14J/mm,21J/mm,29J/mm,36J/mm,图19为母材受热完全熔化后凝固的区域,HAZ为母材在焊接热循环下未熔化但发生固态相变的区域。热输入14J/mm时焊接接头未焊透。热输入21~36J/mm时,获得全熔透的焊接接头,全熔透焊接接头的熔宽随着焊接热输入值的增加而增加,分别为1.46mm,1.73mm,1.97mm。
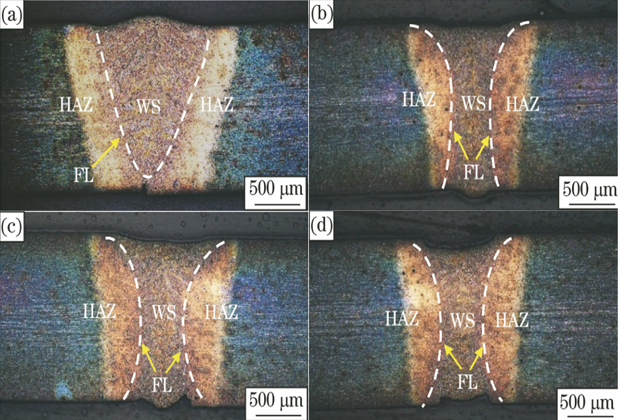
(a)14J/mm;(B)21J/mm;(C)29J/mm;(D)36J/mm
图19 不同热输入下焊接接头的宏观形貌

(a)接头不同区域的分布示意图;(B)焊缝区;(C)粗晶区;(D)细晶区;(E)混晶区;(F)回火区
图20 热输入为21J/mm时QP1180钢焊接接头的显微组织
如图20所示,焊缝处的金属在焊接热循环过程中完全熔化,温度远超熔点,焊后冷却速度可达104℃/s以上,大于马氏体的临界冷却速度,因此焊缝的显微组织全为板条马氏体,混晶区由马氏体和铁素体组成。回火区的显微组织由回火马氏体、铁素体和残余奥氏体组成。
三种全熔透焊接接头软化区尺寸150~300μm,软化区显微硬度降低,硬度较母材的降幅分别为7.3%,8.1%,10.1%。三种全熔透焊接接头均断裂在母材,且抗拉强度与母材相近,焊接接头的延伸率与母材相比分别下降了11.9%,16.9%,8.2%,三种全熔透焊接接头试样的强塑积分别为22.2GPa%,21.1GPa%,22.9GPa%,均达到了母材(25.4GPa%)的80%。
②揭示了马氏体含量对双相钢激光焊接接头组织和性能的影响
如图21、22所示,两种焊接接头不完全相变区均出现显微硬度明显减小的软化现象,1000MPa级双相钢焊接接头的不完全相变区宽度减小624μm,显微硬度最大降幅为9.8%,均大于800MPa级双相钢焊接接头;随着基体马氏体含量的增大,1000MPa级双相钢焊接接头回火区更多的马氏体在焊接热循环中发生回火,导致回火马氏体体积分数增大,其软化程度更高。
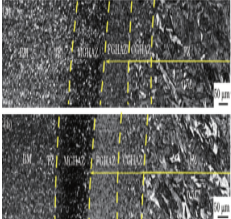
图21 焊接接头显微组织
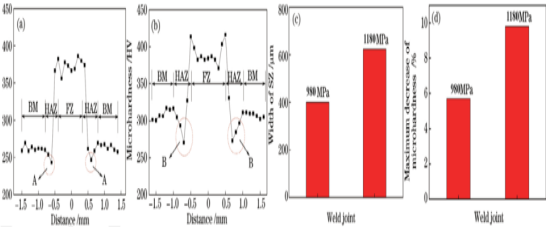
图22显微硬度分布及不完全相变区宽度降幅和显微硬度的最大降幅
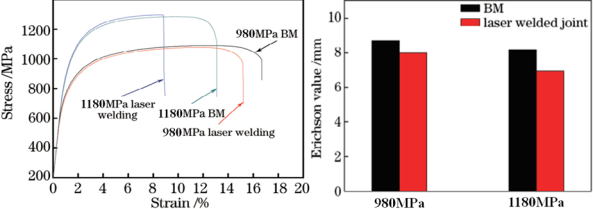
图23焊接接头及母材的应力-应变曲线
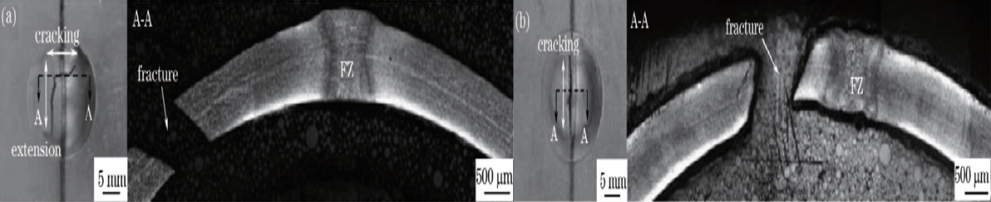
图24焊接接头和母材的杯突值/断口形貌
图23、24显示800MPa和1000MPa母材杯突值分别为8.7mm和8.1mm,1000MPa焊接接头杯突值为6.9mm,达到母材的85.0%,而800MPa级双相钢焊接接头的杯突值为8.0mm,达到母材的91.7%,成形性能最好。
三、主要创新性成果
1、研发新能源智能舱座椅超高强钢复合相变调控技术
通过临界区过渡温度与冷却梯度匹配、纳米碳化物析出强化、提升高角度晶界比例、细化原始奥氏体晶界和部分马氏体包界,精准调控多相组织比例,在800~1500MPa级别实现延伸率下限7%~16.7%的突破、弯心直径≤0.3t的国际最高标准。
2、开发基于残余应力闭环反馈的板形控制技术及R角残余应力定向释放技术
采用裂纹柔度法,通过多辊系协同平整工艺实现残余应力释放,基板平直度≤0.5mm/m,内应力≤25MPa。开发R角残余应力定向释放技术,使滑轨关键部位残余压应力≤35MPa,保障智能座椅±0.1mm装配精度。
3、首创座椅超高强钢各向同性及"均衡-局部-全局"三级成形技术
通过连退快冷工艺微观织构演变规律研究、动态相变路径设计、1300MPa座椅用钢氢陷阱产生规律研究,实现座椅超高强钢基板高尺寸精度控制。采用应变路径分段控制,开发“均衡-局部-全局”三级成形技术,满足高速复杂多R角连续变曲率成形,成形提升22%。
4、开发了座椅超高强钢低热损伤高能束激光焊接技术
研发出特定热输入下焊接接头微观组织及力学性能分区特征及调控技术,全熔透焊接接头拉伸/杯突断口韧性断裂机制,形成结构复杂、薄壁、曲面、强度/厚度梯度、焊接轨迹和接头形式多样化的座椅超高强钢高能束激光焊接技术。
四、应用情况与效果
该技术在邯郸钢铁集团有限责任公司应用后,使新能源汽车智能舱座椅超高强钢在800~1500MPa级别下实现延伸率下限7%~16.7%的突破,冷弯弯心直径≤0.3t(t为板厚)的国际最高标准,碰撞测试吸能效率提升30%,解决了我省及我国“最强材料保护区”与“吸能区”功能集成难题;基板平直度控制在≤0.5mm/m,内应力≤25MPa,整板尺寸精度较行业均值提升12.5%;滑轨关键部位残余压应力≤35MPa,保障智能座椅毫米级装配精度;系列座椅超高强钢基板高尺寸精度、低内应力控制,头尾力学波动≤1.7%;成形极限提升22%,满足座椅骨架多R角连续变曲率成形需求。异强钢焊接接头软化区宽度≤300μm,全熔透焊接接头强塑积损失≤20%,成形极限损失≤30%,各项性能达到最优化。匹配多材料组合方案,使焊接裂纹率≤0.2%、变形率≤0.2%,支持100%自动化焊接,突破多材料集成座椅的制造瓶颈。邯钢成为国内首批新能源汽车智能舱座椅超高强钢抗氢性能通过权威机构评价的企业。项目组研发的新能源汽车智能舱座椅超高强钢产品已经应用于长城汽车、上汽乘用车、比亚迪、东风集团、北汽新能源、长安、佛吉亚、飞适、奔驰、宝马等企业,近三年提供14.3万吨该类高端产品,创效1.87亿元,在智能舱座椅领域市场占有率达到30%,达到国内最高占比。
河北省金属学会组织权威专家对项目进行评价,评价咨询专家组认为该成果是一项重大成果,总体技术达到国际先进水平,其中座椅超高强钢高能束激光焊接技术达到了国际领先水平。
表4 国外同类研究技术对比(800~1500MPa)
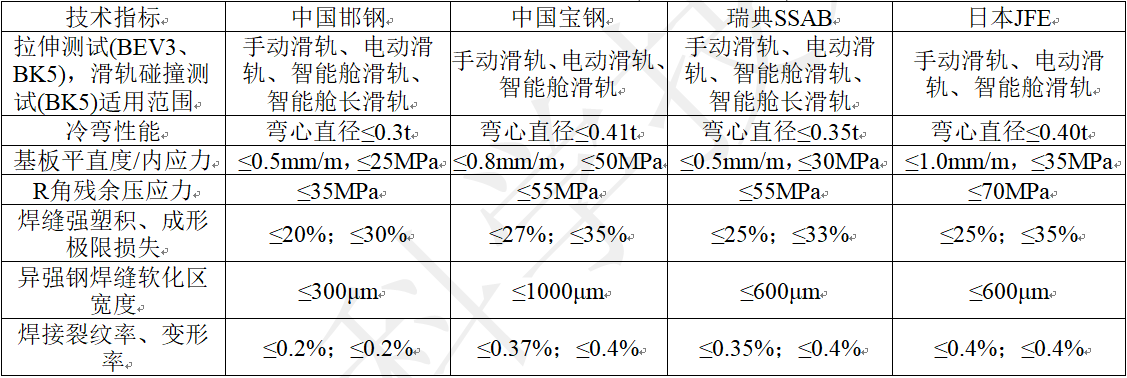
(注:数据来源市场调研、对比实验、权威机构检测报告等)
信息来源:河钢集团邯钢公司
-
全国科技大会 国家科学技术奖励大会 两院院士大会在京召开 习近平为国家最高科学技...
[06-25]
-
中国金属学会推荐的“采用清洁能源实现低成本低碳炼铁”入选中国科协2024十大产业...
[07-03]
-
关于推荐重要学术会议的公示
[06-20]
-
《高品质钢冶炼工艺及关键技术》审稿会在京召开
[06-19]
-
教育部第二批“新工科”课程《钢铁科学与技术前沿》第六讲: 高品质特殊钢电渣重熔技...
[10-29]
-
关于召开2026年全国熔盐化学与技术学术会议的第三轮通知
[05-12]
-
关于召开“2026年全国炼钢-连铸生产技术会”的通知
[05-11]
-
2026第五届中国自动及智能在线无损检测技术论坛通知(第一轮)
[05-06]
-
2026年全国连铸学术年会会议通知
[04-29]
-
2026年(第五届)中国不锈钢科技发展论坛参会通知
[04-27]