科技新进展:1.5GPa热镀锌超高强钢高效制造技术与装备开发
一、研究的背景与问题
在“碳达峰、碳中和”战略推进与新能源汽车行业快速发展的背景下,汽车结构件材料面临更高强度与更好耐蚀性的双重需求。然而,截至本项目启动时,热镀锌超高强钢的最高强度仅为1.2GPa;在超高强钢推广应用过程中,纯锌镀层(GI)点焊时出现的液态金属脆化(LME)问题,成为其主要应用障碍。研究表明,合金化镀层(GA)在抗点焊LME方面表现更优,为该问题的解决提供了新方向。与此同时,超高强钢的生产效率亦亟待提升。
国际上,日本制铁、JFE、韩国浦项及欧洲安米、SAAB等先进钢铁企业已拥有较为成熟的超高强钢轧制技术,多采用常规5机架连轧或单机架生产方式。然而,其核心技术受知识产权保护与技术垄断影响,并未公开,且未见其1.5GPa级别热镀锌超高强钢公开发布与销售。
二、解决问题的思路与技术方案
1、总体思路
本项目针对1.5GPa级热镀锌超高强钢的高效制造,提出系统性技术与装备开发方案。选定1470DP钢种与合金化镀层的技术路线,旨在从材料设计源头保障零件成型性并抑制焊接液态金属脆化(LME),满足下游汽车厂商的核心要求。
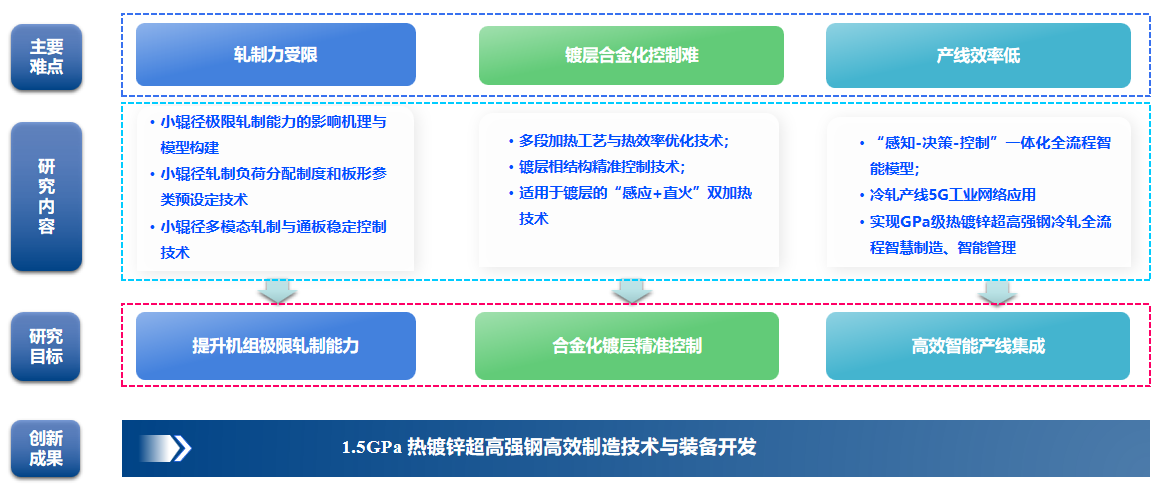
该材料在实际产业化过程中面临三大核心瓶颈:轧制能力受限、镀层合金化控制技术不成熟、以及产线整体效率低下。为突破这些制约,本项目围绕 “提升轧制能力、优化镀层质量、实现智能稳定生产” 三大目标,系统开发了以下三项关键技术,总体实施路线如下:
本研究系统揭示了小辊径轧机相较于常规轧机在提升极限轧制能力方面的显著优势与作用规律。创新性地建立了超高强钢最小可轧厚度预测模型,为极限规格生产提供了理论依据。项目成功开发了适用于6机架小辊径轧机的专属轧制负荷分配制度与高精度板形参数预设定技术,系统形成了涵盖稳定通板、高精度厚度控制与优异板形控制在内的全套超高强钢稳定轧制技术。基于优化的冷连轧工艺,在国内率先实现了1.5GPa级汽车用超高强钢的批量、稳定生产。形成的关键技术体系与工艺范式,全面带动了其他品种与规格超高强钢在生产质量与效率上的整体提升。
针对基板中奥氏体组织占比超过70%所导致的传统镀层加热工艺适应性难题,本项目首创双加热技术,成功实现了1470DP钢种的不降速生产。为实现合金化镀层的精准调控,项目深入研究了多段加热工艺对Fe-Zn合金化动力学的影响机制,明确了加热路径对镀层相结构演变规律的影响。基于此,开发了镀层相组成预报与动态工艺调控技术,确保了超高强钢镀层产品的综合性能。
本项目创新构建了 “感知-决策-控制”一体化的冷轧全流程智能模型系统。通过部署 5G工业专网,并深度融合 “工艺无人驾驶” 与 “工业大脑” 全局优化运营,实现了1470DP热镀锌超高强钢从酸洗、轧制到热镀锌的全流程智慧制造与智能管理。在此系统支撑下,酸洗与轧制关键工序的自动化率均提升至97.6%以上,同时表面缺陷智能检测系统的识别准确率稳定在99.5%以上,显著提升了生产稳定性、一致性与产品质量。
2、技术方案
(1)1.5GPa超高强钢极限轧制与负荷分配技术
①小辊径极限轧制能力的影响机理与模型构建
准确计算高强钢冷轧过程所需轧制力是评估该机组极限轧制能力的第一步。在轧制GPa级超高强钢的过程中,由于轧辊压扁程度很大,轧辊压扁曲线不能再按照圆形曲线处理,轧制过程工作辊弹性压扁与带钢塑性变形如图1所示,
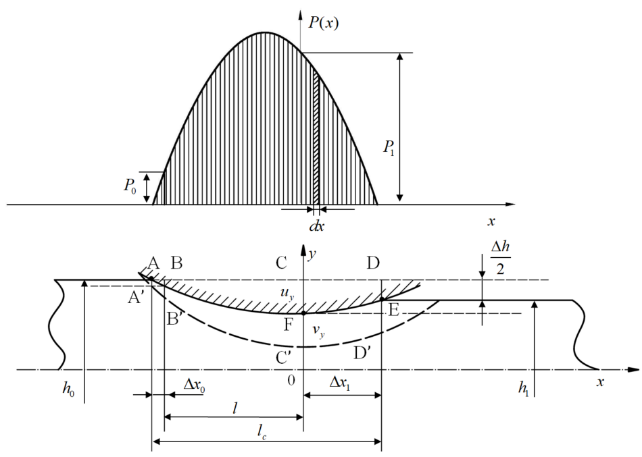
图1轧制变形区工作辊与带钢变形分析图
为准确计算GPa级超高强钢轧制过程中的轧制力,需新设定一种反映轧辊压扁状态的曲线。同时为加快耦合速度并保证计算准确度,采用以下步骤实现对总轧制力的求解,具体计算流程如图2所示:
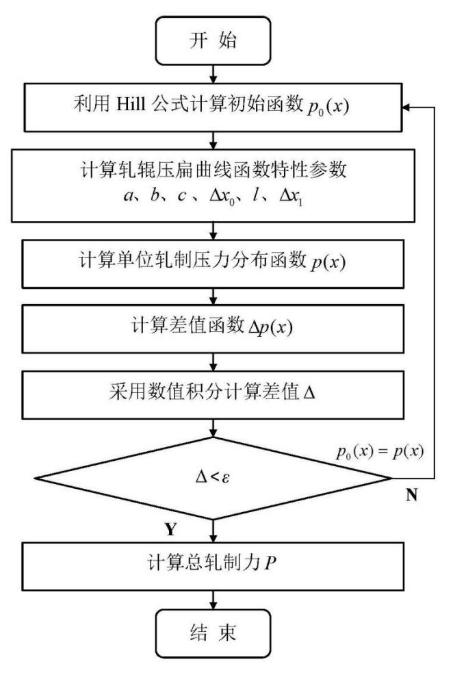
图2 高强钢轧制力计算流程图
针对特定强度与规格的高强钢产品而言,为实现该产品在六机架冷连轧机组上稳定生产,则必须满足以下条件:a.各机架轧制力不能超过相应机架轧制力最大允许值;b.各机架轧制功率不能超过相应机架轧制功率最大允许值;c.各机架轧制过程不发生打滑;d.各机架轧制过程不发生热滑伤;e.出口板形能够控制在目标板形值之内。
为了定量的实现机组压下能力的核算,特编制出“六机架冷连轧机组超高强钢最小可轧厚度精算软件”一套,其计算界面如图3所示:
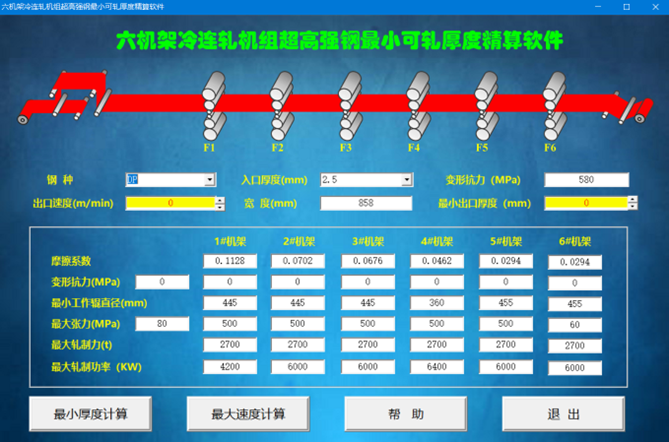
图3 六机架冷连轧机组超高强钢最小可轧厚度精算软件主界面
②小辊径轧制负荷分配制度和板形参数预设定技术
六机架冷连轧机组的极限轧制能力评估,不仅要关注最大总压下量,更要兼顾生产效率。因此,如何在保证各机架轧制力与轧制功率不超过最大允许值的前提下,优化压下规程分配和轧制速度设定,以实现总压下量最大化,是高强钢高效生产的关键。
针对传统优化方法计算量大、效率低的问题,创新性地提出了“逆向寻参-正向约束”计算方法。
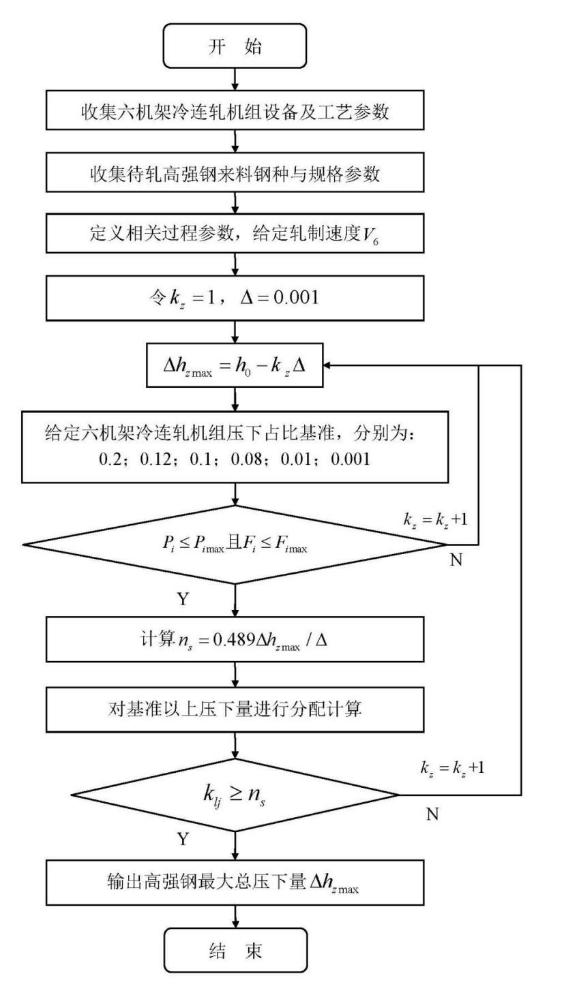
图4 高强钢最大总压下量计算总体流程图
在此基础上,针对1470DP变形抗力大,头尾厚度偏厚问题,压下负荷分配制度采用降低1机架负荷,提高连轧机入口张力,同时发挥第4机架小辊径轧制力小特点而提高小辊径轧机变形量,实现1470DP高效稳定生产。
为实现机组板形缺陷控制能力的最大化,针对1470DP,充分发挥各个常规轧机板形控制手段,为小辊径轧机提供较好板形,减小小辊径轧机板形调节程度,从而使得第6机架出口板形缺陷最大程度降低。
③小辊径多模态轧制与通板稳定控制技术
为了保证轧制过程中通板稳定,结合打滑、热滑伤、轧机振动、板形等模型,开发超高强钢轧制过程综合优化技术。
为了满足不同钢种的轧制,开发了基于六机架的四、五、六机架轧制模式切换技术,如图5为四机架轧制优化流程,图6为五六机架选择流程:
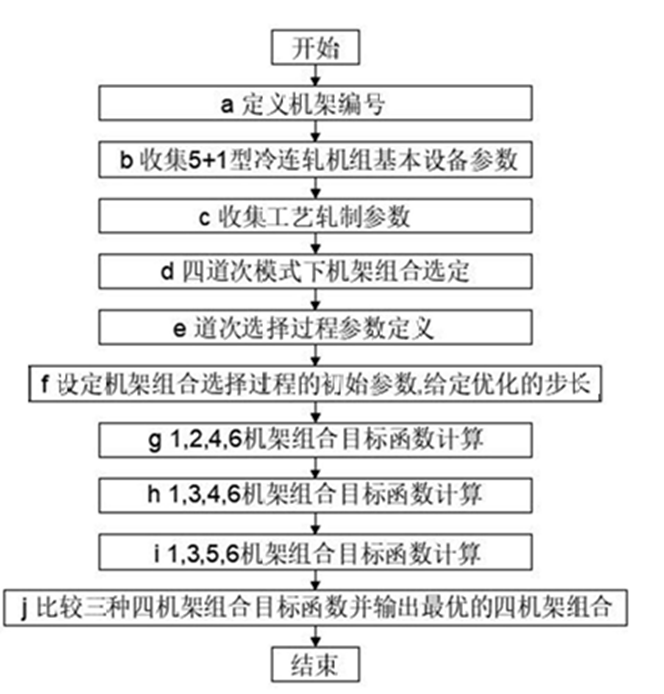
图5 四机架轧制优化流程
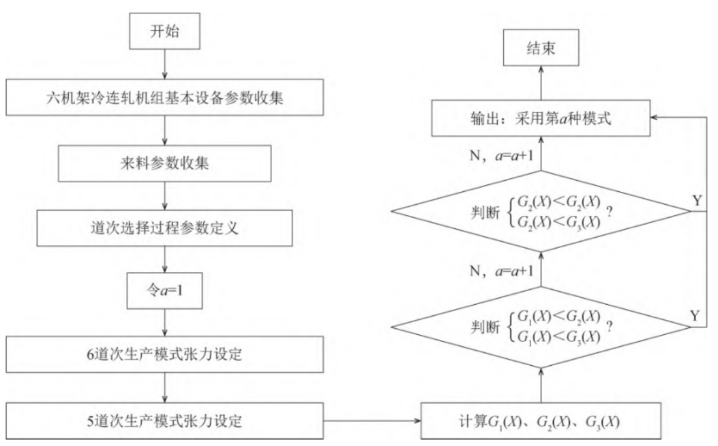
图6 五、六机架选择流程
(2)1.5GPa热镀锌超高强钢合金化镀层精准控制技术
①多段加热工艺与热效率优化技术
多段加热工艺模拟装置的建立与功能调试:搭建了一套模拟两段式合金化工艺的高温热处理炉,包含预热段、感应加热段、直火加热段及恒温保温段,各功能区可独立调控并实现连续切换,从而准确复现实际生产中的热历程特征。
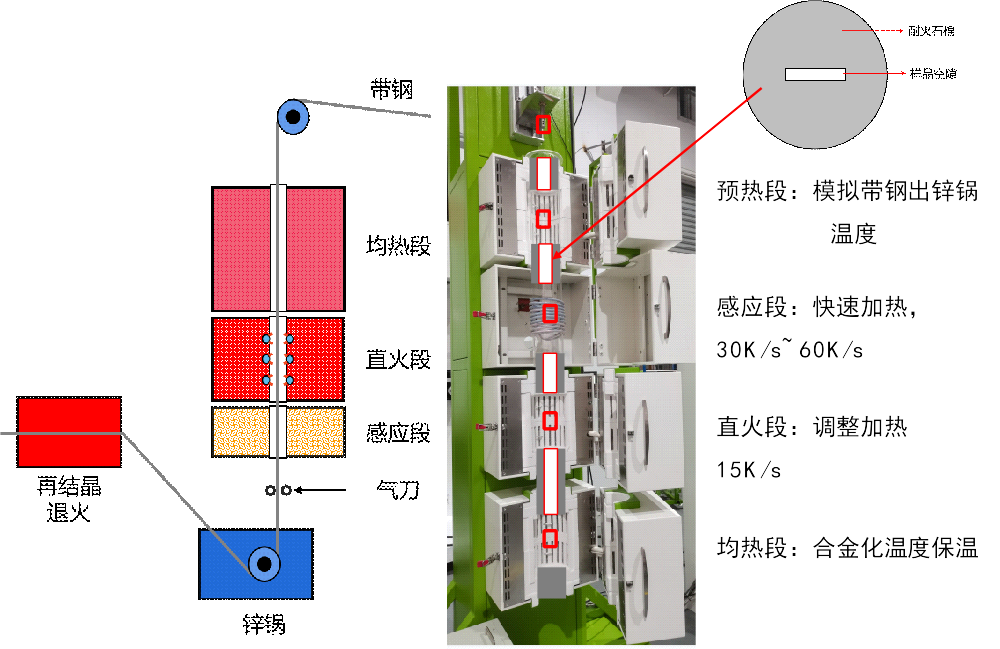
图7 合金化双加热模拟装置示意图
直火温度对合金化效率的影响:在不同直火温度条件下对合金化结果进行比较发现,随着直火温度的升高,镀层中Fe-Zn相的生成与转变速率明显加快;在相同合金化时间内,提高直火温度可显著提升镀层的合金化程度,表现为高Fe含量相比例增加。随着直火起始温度的提高,镀层合金化速率显著提升,合金化所需时间明显缩短。因此,在采用感应+直火两段式加热工艺时,应尽可能提高直火加热起始温度,以保证较高的合金化效率。
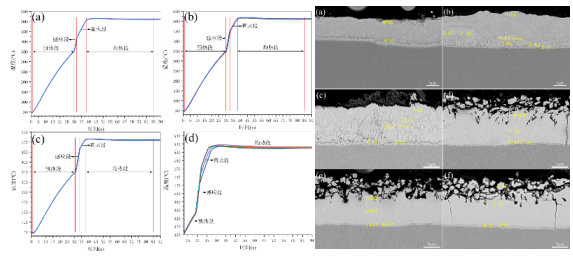
图8 不同直火起始温度热制度曲线及直火起始温度450℃不同保温样品截面照片
两段式与单段感应加热工艺的对比分析:在感应+直火两段式加热和单一感应加热条件下,分别将样品升温至510℃和540℃进行保温处理。结果表明,两段式加热工艺下镀层合金化时间整体延长,合金化速率明显降低。尤其在510℃条件下,感应+直火加热时δ相对ζ相的消耗速率明显减缓。在540℃恒温阶段,单一感应加热条件下镀层表面η相可直接转变为δ相,而两段式加热条件下则表现为η相先向ζ相转变,随后再向δ相演化。
温度、升温速率及镀层厚度对合金化动力学的影响:通过相图相区划分和物相边界移动方程,模拟了镀层生长过程中的物相变化,预测了合金化工艺对镀层抗粉化性能的影响。
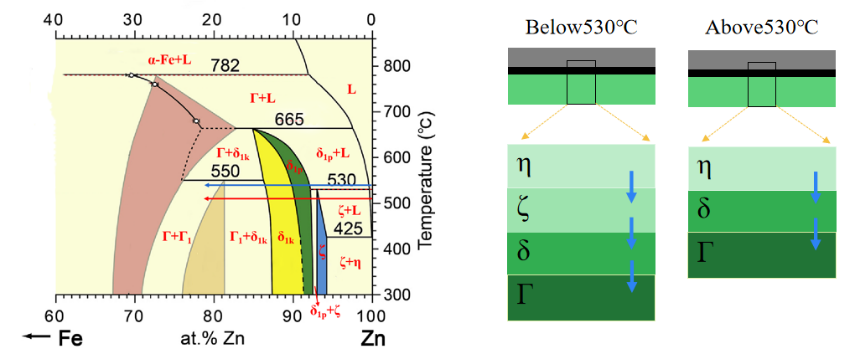
图9 Fe-Zn相图及合金化相变
热路径与两段式加热对镀层组织调控的影响:在相同合金化处理时间条件下,在保证δ相生长至镀层表面的前提下,采用“先高温后低温”的合金化热路径可有效抑制Γ相过度生长,降低δ相及镀层整体Fe含量,从而获得抗粉化性能优异的镀层组织。
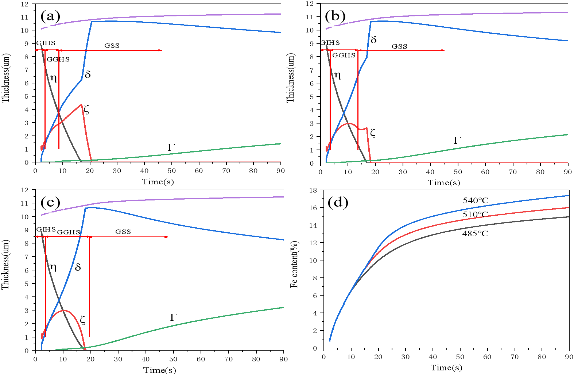
图10 两段式加热工艺中不同直火温度物相变化和Fe含量模拟预报值
③适用于镀层的“感应+直火”双加热技术
针对高奥氏体含量钢种(如1470DP在合金化区域奥氏体含量≥70%)感应加热时导磁性差、热效率急剧下降、难以达到工艺温度的技术难点,本项目在合金化加热段国际首创性地采用了“感应+直火”双加热技术。该方案既可解决高奥氏体含量钢种感应加热效率低、易因电压超限跳电等问题,也能灵活适应不同钢种的生产要求。
综上所述,通过“感应+直火”双加热模式协同,既克服了单一感应加热的技术局限,又发挥了冲击型直火加热速率高、调节响应快的优势,实现了DP1470GA高奥氏体含量钢种高效、稳定的合金化热处理。
(3)高效智能产线与一体化制造技术
①“感知-决策-控制”一体化全流程智能模型
“感知-决策-控制”一体的新一代冷轧全流程智能模型系统旨在实现从生产现场的数据感知到智能决策,再到精准控制的全流程闭环管理,从而推动钢铁生产向更高级别的智能化迈进。

图11 系统软件架构
在“感知-决策-控制”一体化智能模型系统架构下,研发并应用了自动轧钢模型、自动酸洗模型、自动退火模型、镀层闭环控制模型、自动平整模型,实现了对冷轧全流程的精准控制,实现了从入口到出口的“工艺无人驾驶”,大幅提升质量一致性与生产稳定性。
②冷轧产线5G工业网络应用
通过部署“5G全连接新型基础设施”,为实现全流程智能控制和高效运营提供了坚实保障。建成一套完整的独立5G核心网,包含用户鉴权、控制面、数据面网管等网元”,形成了自主可控的通信核心。充分利用5G专网,打通超高强钢IT和OT的网络边界,建成IT和OT两网深度融合”,成功构建了低时延、大宽带的工业互联网基础网络设施。这一基础设施为超高强钢生产中的质量在线监测、设备在线诊断、安全在线防护、能源在线监控调度提供了强力支撑。
③GPa级热镀锌超高强钢冷轧全流程质量管控、智能管理
在质量控制方面,成功开发了先进的带钢表面缺陷智能检测与判定系统。该系统通过集成三通道图像采集与光源系统、图像处理、缺陷识别与判定算法、数据融合与协同检测技术,实现对带钢表面缺陷的高精度、全方位、实时检测。
在智能管理方面,通过构建先进的智能工厂管理平台,并引入“工业大脑”运营模式,实现了对生产运营的实时绩效管理、设备在线诊断与安全防护、智慧能源与双碳管理,显著提升了决策精准性和运营效率。
该平台的核心在于搭建智能工厂管理平台,基于集控中心的工业大脑运营模式。其整体架构旨在实现管理的即时化、管理者视角的聚焦化、支持响应的即时化和集控运营的持续改善优化等方面精准发力,增强厂部管理层级对现场机组工作效率方面的提升。通过对生产、设备、质量、能环和成本等方面的精益运营,平台开发出了一套符合超高强钢工厂特色的运营管理系统。
三、主要创新性成果
1.开发了基于6机架小辊径的轧制工艺模型与板形控制模型及超高强钢填丝焊焊接工艺,基于冷连轧工艺实现了1.5GPa汽车用钢的稳定生产。1470DP厚度精度达到±1%、板形精度≤15IU、焊缝断带率≤0.07%。
2.揭示了多段加热工艺对合金化动力学的影响机制,阐明镀层相结构演变规律,开发相组成预报与工艺调控技术,成功模拟了Fe-Zn相图在不同相区物相的生长过程,并建立了GA镀层物相生长模型,首创了适用于高奥氏体含量GPa级热镀锌超高合金化镀层的双加热技术,实现了1470DP不降速生产。
3.构建了“感知-决策-控制”一体化的新一代冷轧全流程智能模型系统,借助5G工业应用网络、“工艺无人驾驶”、“工业大脑”运营等,实现了1470DP热镀锌超高强钢冷轧全流程智慧制造、智能管理。自动酸洗、自动轧钢自动化率均达到97.6%以上,表面缺陷检测识别准确率达到99.5%以上。
四、应用情况与效果
该项目的相关技术应用在宝钢湛江钢铁有限公司三冷轧D508热镀锌、酸轧(D302)等机组,形成完整超高强钢高效生产线。形成了湛江钢铁六机架小辊径轧机超高强钢轧制规程综合优化设定技术、5+1机架轧制模式设定技术及超高强钢稳定轧制技术,原先只能在单机架轧机生产的超高强钢(包括980QP、1180DP、1180QP等)可稳定轧制,最高强度级别已经拓展到1470MPa;采用“感应+直火”双加热及高效镀后风冷进行镀层合金化退火处理,实现GPa级多钢种超高强钢的柔性切换高效稳定量产,实现DP1470GA等1.5GPa级钢种全球首发,覆盖6大系列及GI/GA双镀层,厚度0.6-2.5mm、宽度800-1475mm;构建全球首条以“仅第四机架小辊径的六机架酸连轧、感应+直火双加热及高效镀后风冷进行镀层合金化退火处理”为特征的1.5GPa级热镀锌超高强钢高效生产线,超高强钢成材率和小时产量显著提升。稳定轧制出各强度级别的冷轧热镀锌超高强钢产品88.44万吨,其中1.5GPa热镀锌超高强钢达1.87万吨。

图12 DP1470-GA成功下线实物照片
信息来源:宝钢湛江钢铁有限公司
-
全国科技大会 国家科学技术奖励大会 两院院士大会在京召开 习近平为国家最高科学技...
[06-25]
-
中国金属学会推荐的“采用清洁能源实现低成本低碳炼铁”入选中国科协2024十大产业...
[07-03]
-
关于推荐重要学术会议的公示
[06-20]
-
《高品质钢冶炼工艺及关键技术》审稿会在京召开
[06-19]
-
教育部第二批“新工科”课程《钢铁科学与技术前沿》第六讲: 高品质特殊钢电渣重熔技...
[10-29]
-
第十三届中国金属学会青年学术年会第二轮征文通知
[06-25]
-
关于举办“钢铁全流程工业大模型技术转移转化能力提升高级研修班”的通知
[06-24]
-
关于召开第二十八届中国科协年会专题论坛的通知
[06-24]
-
2026年(第二届)中国金属学会特板数智分会技术交流会第一轮通知
[06-24]
-
关于“2026年全国高炉炼铁学术年会”的征文通知
[06-23]