科技新进展:大型高炉高效低碳冶炼关键共性技术集成创新与应用
一、研究的背景与问题
钢铁工业是国民经济的支柱产业,其绿色、低碳、高效发展是国家“双碳”战略和制造业转型升级的核心环节。高炉炼铁作为长流程钢铁生产的能耗与排放集中环节,其运行效率直接关系到全行业的竞争力与可持续发展水平。突破传统生产模式,研发能够在复杂多变原料条件下实现稳定、高效运行的高炉冶炼技术,不仅是企业提质降本的内在要求,更是引领行业技术进步、支撑国家战略落地的迫切需求。
实现大型高炉高效低碳冶炼核心矛盾在于:原料端,高炉强化冶炼与原燃料条件剧烈波动之间的不兼容性,原燃料理化和冶金性能的波动,使入炉料柱透气性、软熔带位置难以稳定,是高炉顺行的“先天扰动源”。操作端,为追求强化冶炼易引发炉内压差升高、煤气流分布复杂化,极易引发悬料、管道等失常炉况,是高效生产的“过程风险点”。设备端,强化冶炼带来的高热负荷、高机械负荷、高磨蚀环境,对风口、炉顶、铁口等关键设备造成极限考验,是长周期运行的“基础薄弱环”。
本项目立足于国产资源高效利用与高炉冶炼技术进步,围绕高炉高效低碳冶炼的目标,系统开展高炉炉料结构优化、布料精准控制、高效低碳操作及智能运维等关键技术研究。项目的实施对于突破高炉高效冶炼技术瓶颈、提升资源利用效率、降低能源消耗与环境污染、增强我国钢铁工业核心竞争力具有重要的战略意义和现实价值,可为行业绿色转型与可持续发展提供有力的技术支撑。
二、解决问题的思路与技术方案
本项目围绕大型高炉高效低碳冶炼关键共性技术集成创新,实现高炉长周期高效低碳稳定顺行的总体目标,采用“问题导向、机理研究、集成创新、实践验证”的技术路线,从炉料结构优化、布料动态精准控制、操作制度协同优化、设备设施智能化监控运维等四个维度开展系统研究和技术攻关。通过原料特性实验研究分析、操作工艺优化、数字孪生建模、智能化控制与工业应用相结合,构建了从原料到操作、从控制到维护的全流程技术体系,实现了高炉冶炼过程的精准调控与高效稳定运行。项目主要研究内容见图1。
首钢股份迁钢是本世纪初为首钢搬迁、战略性结构调整而设计建设的钢铁基地。工程于2004年10月建成投产,经过20余年的持续创新发展,已成为年产900万吨的现代化钢铁厂。由于迁钢工程分期建设,炼铁工序装备根据生产运行实际不断进行流程优化和装备大型化,3座高炉投产至今已连续生产22、19和16年。近年来为实现超低排放,对烧结机、回转窑、带式焙烧机进行了技术升级改造,通过提高球团矿比例,降低烧结矿比例,从而实现炼铁全工序的高效低碳。以炉料结构优化、中高硅铁矿资源的高效利用、含镁碱性球团的制备、高炉无料钟炉顶多元炉料条件下的动态精准布料、高炉强化冶炼共性技术集成创新、高炉设备设施智能化监控和运维为核心,开展了持续的研究和技术攻关,取得了显著的应用成效和运行实绩,本项目研发技术路线见图2。
图1 项目研究主要技术内容
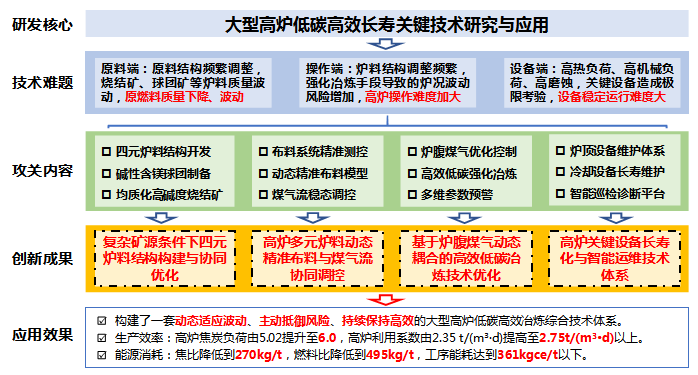
图2 技术研发路线
三、主要创新性成果
1、构建了炼铁工序一体化精准配矿技术体系,形成了中高硅含镁碱性复合球团+酸性球团+高碱度烧结矿+块矿的四元炉料结构。研发出中高硅碱性复合球团成分、组织及矿相协同调控技术,建立了以炉料高温冶金性能为核心的炉料质量及性能评价标准。首创中高硅含镁碱性复合球团制备工艺及关键技术,开发出集成强化混合-制粒、富氢气体喷吹、热风循环利用、厚料层烧结等关键技术,球团入炉比例达到45%以上。
基于国产中高硅精矿粉资源,研发出中高硅含镁碱性球团+酸性球团+高碱度烧结矿+块矿的四元炉料结构,构建了炼铁流程一体化精准配矿技术体系,球团入炉比例长期达到45%以上。研究揭示了复合炉料高温冶金性能的变化机理和规律,建立了以炉料高温冶金性能为核心的炉料质量控制及性能评价标准,如图3所示。研发出碱性含镁复合球团制备工艺技术,通过消石灰与碱性熔剂的协同优化和精准配加,优化带式焙烧机工艺操作,首创开发出中高硅含镁碱性球团生产工艺及技术。球团矿TFe≥63%,SiO2含量为3%~5%时,球团矿碱度达到0.9~1.1,MgO含量达到1.7%,抗压强度达到3000N/P,还原膨胀率降低到12%以下,还原性达到78%以上。首创大型烧结机烟气内外循环耦合、环冷机余热全量回收利用均质化烧结技术,开发出烧结过程强化混合-制粒、富氢气体喷吹、厚料层烧结等综合技术,采用低品质铁矿粉,稳定生产出高碱度、高还原性、高冶金性能的烧结矿。烧结矿还原性达到80%、FeO含量8.2%、平均粒度≥20mm、转鼓强度达到85%、返矿率降低值16%;烧结机利用系数达到1.53 t/(m2·h),有效作业率达到98.79%,工序能耗降低到37.17 kgce/t。
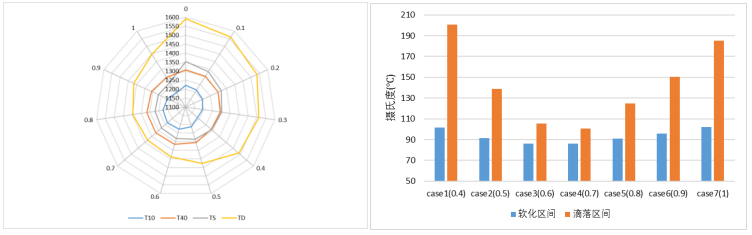
图3 不同炉料结构熔滴性能预测
2、首创大型高炉多元炉料动态精准分布控制关键技术。研发出实现炉料与煤气之间动态耦合与协同优化的“扩大矿批+加宽平台+中心加焦”精准布料技术;基于智能化三维扫描开发了炉料空间结构与形态的精准测量与数字化孪生成像技术;建立了煤气流中心发展与边缘协调的操作模型,开发了煤气流稳态调控与能效最优动态寻优技术。
传统高炉布料技术主要依赖操作人员的经验判断和固定的布料矩阵,难以适应多元炉料(如高比例球团矿)物理性能与散装流动特性的复杂变化。这种“静态”的控制模式导致炉料分布不均,进而引发煤气流分布紊乱、炉墙热负荷异常、能源利用效率低下等一系列问题,严重限制了高炉的冶炼强度和降本增效潜力。针对上述难题,项目团队以实现下降炉料与上升煤气流的动态耦合与协同优化为核心目标, 开发并应用了大型高炉多元复合炉料动态精准分布控制技术。该技术体系以智能化三维扫描与数字化孪生技术为基础,通过对高炉内部炉料结构、料面形状及料流运动轨迹的精准测量,揭示了多元炉料在高炉内的分布机理。在此基础上,开发了“扩大矿批+拓宽平台+中心加焦”的动态精准布料模型与控制技术,并创建了与之匹配的“中心发展与边缘协调”的煤气流操作模型,如图4所示,成功解决了高负荷、高效率冶炼条件下的炉况稳定控制难题。
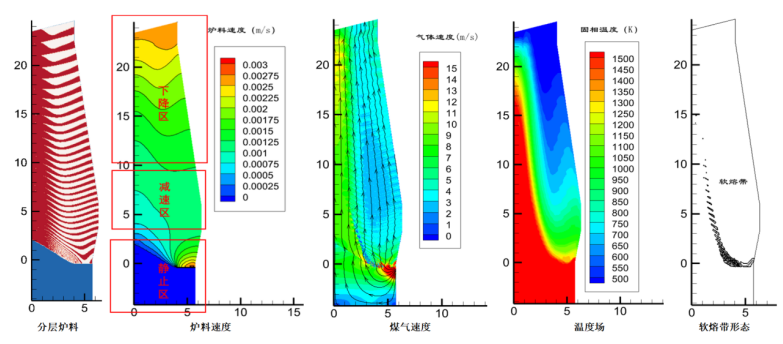
图4 多元复合炉料冶炼条件下炉内传输现象解析
3、开发了高炉高效低碳冶炼操作关键共性集成技术。研究了高顶压、高风温、高富氧、大喷煤、脱湿鼓风对高炉冶炼过程影响机理和作用机制,建立了炉腹煤气量指数与炉缸面积利用系数之间动态耦合控制模型,开发了鼓风动能、炉腹煤气量、透气性指数等多元参数协同优化的高效低碳冶炼操作技术。研发出炉渣MgO适宜含量控制技术,优化了复合炉料条件下的渣系。开发了兰炭配比≥20%的煤粉混喷技术,煤比达到180kg/t以上。开发了炉缸活跃性指数、炉体热负荷等操作参数的精准预测与调控技术。高炉顶压≥0.27MPa,风温≥1230℃,富氧率≥7.25%,渣量≤280kg/t,CO2减排60kg/t。
建立了高炉炉腹煤气量指数与炉缸面积利用系数之间的动态耦合模型,开发出以提高鼓风动能、控制合理炉腹煤气量为基础的高炉高效低碳冶炼操作技术。开发建立了基于炉缸活跃性指数(HAI)、炉体热负荷等多维参数的操作预警系统,实现了对炉温、炉渣性能的精准预测与调控。开发建立了炉缸活跃性评价模型,根据渣铁成分、温度等参数的检测和炉缸炉底温度场分布,基于机理和数据模型耦合集成,精确判断和预测高炉工作状态、能量利用、热量储备、死焦柱状态和位置等操作参数,见图5。
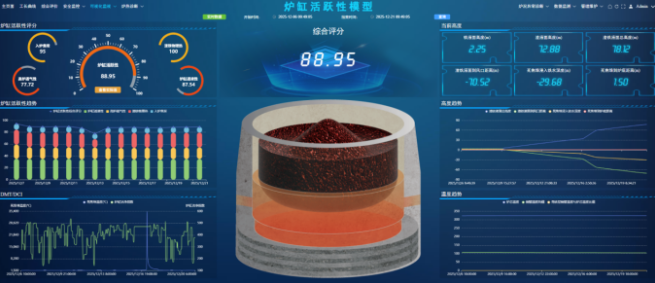
图5 高炉炉缸活跃性指数(HAI)控制模型
4、创建了高炉设备长期服役智能监控和运行维护技术体系。构建了高炉工艺和设备智能化管控平台,研发出高炉顺行评价模型、送风系统AI巡检、智慧主沟监测、炉顶自动润滑及密封阀动态调节等智能化技术,炉役末期送风故障预警时效提升70%,主沟、风口寿命分别延长30%、80%。
结合自身炉役中后期特点,开发应用高精度无料钟炉顶布料设备及控制技术,显著提高了无料钟炉顶设备控制精度和可靠性,旋转角度和倾角定位精度分别提高到0.2°和0.3°;优化无料钟炉顶中心喉管和布料溜槽的内衬结构,通过对炉顶上下密封系统进行结构与材质双重升级,开发出抗高压耐磨型密封技术,设备使用寿命达到2年以上,设备检修周期延长60%以上。创新研发出高效冷却强化型长寿风口结构,通过扩大冷却水道、优化水流场设计、镶嵌陶瓷复合结构,有效提升了耐高温抗热震性能及抗磨损能力,使用寿命提升80%以上。开发出高炉智能巡检与在线诊断及监控平台,集成应用设备运行参数、红外热成像、声学监测等多源信息,实现对高炉设备异常风险的智能化实时感知与精准监控。设备维护从定期检修升级为基于状态的预测性维护,显著提升了维护效率和安全性,为大型高炉高效稳定运行和安全生产奠定了技术和装备基础。
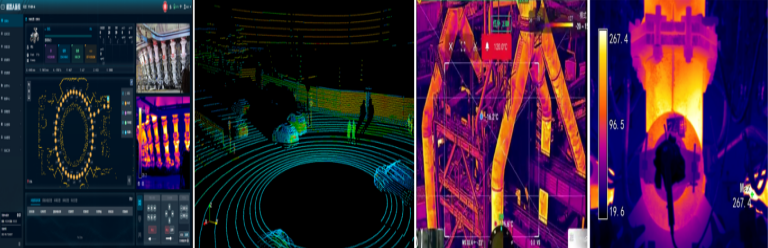
图6 高炉智能巡检诊断与监控平台
四、应用情况与效果
1、高质量炉料制备先进技术达到国际领先
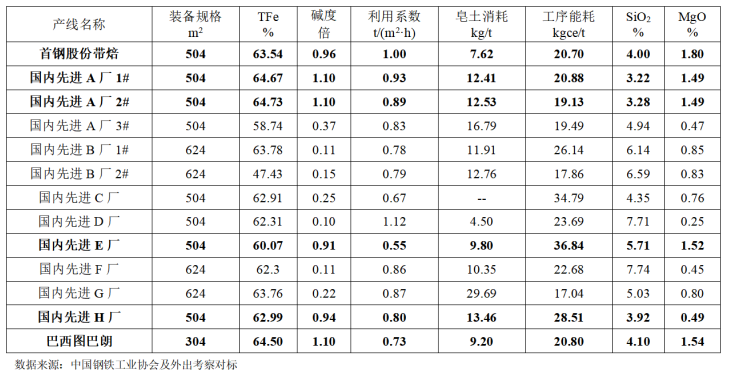
1)项目立足于国产中高硅精矿粉资源,创新性地研发了“中高硅含镁碱性球团+酸性球团+高碱度烧结矿+块矿”的四元炉料结构体系。原创研发生产的中高硅含镁碱性球团是四元炉料结构体系中的核心组分之一,其性能直接影响高炉的冶炼效果。项目针对国产马城矿粉SiO2含量偏高的特点,研发出利用低品质铁矿粉,制备出性能优异的中高硅含镁碱性复合球团。相关技术实现工业生产长周期稳定应用,带式焙烧机生产碱性球团矿条件下利用系数达到1.0t/(m2·h),皂土消耗仅为7.62kg/t,均达到相同生产条件下国际领先水平,高炉球团矿入炉比例长期稳定在45%及以上水平。
表1 带式焙烧机球团国内外技术经济指标比较
2)项目首创大型烧结机烟气内外循环耦合、环冷机余热全量回收利用均质化烧结技术,开发出烧结过程强化混合-制粒、富氢气体喷吹、厚料层烧结等关键集成创新技术,采用低品质铁矿粉,稳定生产出高碱度、高质量、高冶金性能的烧结矿。在烧结矿二元碱度保持在2.3的高碱度的条件下,烧结矿转鼓指数达到85%以上,平均粒径保持在20mm以上,达到国际领先水平。烧结工序在循环废料和磁精粉配加比例较高的条件下,3号烧结机利用系数达到1.39t/(m2·h),最高达到1.45 t/(m2·h)。项目开发的高效节能烧结关键技术,实现了烧结工序的“高产、优质、低耗、环保”的目标,技术经济指标和产品指标均达到同类型烧结机的行业领先水平,2号烧结机获得2024年全国冠军炉。详见表2,图7。
2、高炉高效低碳生产达到国际领先水平
根据2025年累积经济技术指标情况,在国内外2500~3000m3级高炉生产技术指标中,首钢股份1号、2号高炉入炉焦比、焦炭负荷、利用系数等经济技术指标均达到并保持国内外同级高炉的领先水平。其中2号高炉在焦炭灰分、热强度(CSR)等焦炭质量指标处于相对劣势的条件下,利用系数达到2.79t/(m3·d),入炉焦比降低至323.10kg/t,为国内外同级先进高炉最低,焦炭负荷达到5.76,为国内外同级先进高炉中最高,详见图8。
表2 360m2烧结机技术经济指标比较

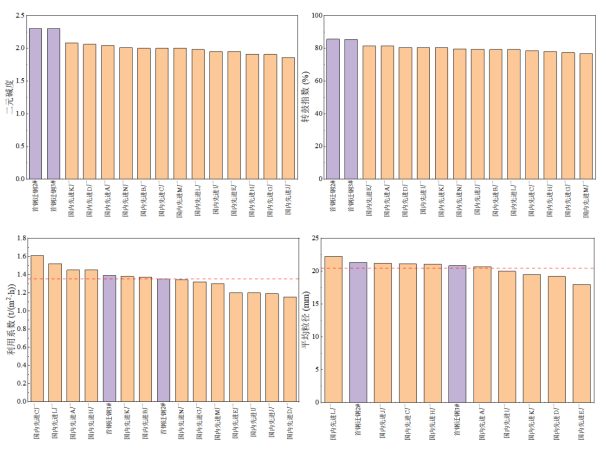
图7 360m2烧结机技术经济指标对比情况

图8 2500~3000m3级高炉利用系数、入炉焦比及焦炭负荷情况对比
在国内外4000m3级以上高炉生产技术指标中,首钢股份3号高炉入炉焦比、焦炭负荷、利用系数等经济技术指标均达到保持国内外同级高炉领先水平,如图31所示。利用系数达到2.74t/(m3·d),在所统计的国内外同级高炉中位列第1;3号高炉在焦炭热强度(CSR)为66.73%,焦炭灰分为12.72%的不利条件下,入炉焦比降至313.58kg/t,为国内外同级高炉最低,焦炭负荷达到5.96,为国内同级高炉最高。2号高炉获得2024年全国冠军炉,3号高炉获得全国优胜炉。
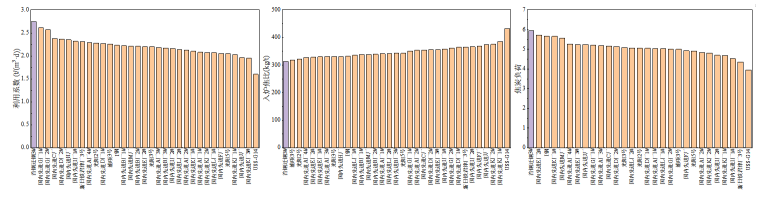
图9 4000m3级以上高炉利用系数、入炉焦比及焦炭负荷情况对比
3、绿色低碳超低排放达到领先水平
本项目的应用实现了炼铁全流程协同降碳的目标,首钢迁钢带式焙烧机产线生产碱性球团矿工序能耗20.70kgce/t,3号烧结机固体燃料消耗33.81kgce/t,2号、3号高炉工序能耗分别完成358.44kgce/t、355.32kgce/t,均处于行业领先水平,吨铁减碳60kg。三座高炉燃料比降低到495kg/t,工序能耗降低到359kgce/t。高炉燃料消耗不断降低,仅因燃料比降低,近三年首钢股份高炉吨铁减少CO2排放60kg,以2022年为基准,因燃料结构优化,2023-2025年高炉炼铁工序二氧化碳减排合计100.27万吨。
4、高炉及设备运行实现安全长寿达到国际领先
项目针对炉役中后期生产特点,创建了复杂生产条件下高炉设备长期服役智能监控和运行维护系统,设备维护模式从传统的定期检修升级为基于状态的预测性维护,显著提升了维护决策的科学性和前瞻性。本项技术的集成创新,有效突破了强化冶炼工况下的设备瓶颈,将薄弱环节转化为可靠保障,有力支撑了三座高炉的长周期高顺平稳定运行,高炉寿命分别达到22年、19年和16年。如图10所示,三座高炉铁在炉役中后期产量仍不断取得突破,2024年完成884.18万吨,创造了历史最高产量,2025年高效生产达到917万吨的产量,单位炉容产铁量分别达到1.74万吨、1.66万吨和1.34万吨,由此可见,三座高炉寿命和单位炉容产铁量均进入国内外长寿高效高炉行列。
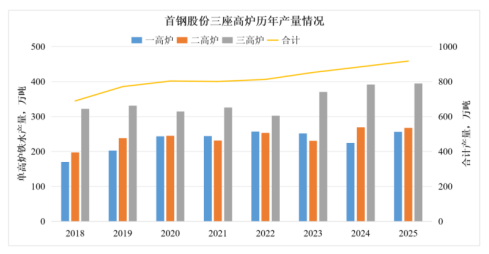
图10 三座高炉近年产铁量实绩
信息来源:北京首钢股份有限公司
-
全国科技大会 国家科学技术奖励大会 两院院士大会在京召开 习近平为国家最高科学技...
[06-25]
-
中国金属学会推荐的“采用清洁能源实现低成本低碳炼铁”入选中国科协2024十大产业...
[07-03]
-
关于推荐重要学术会议的公示
[06-20]
-
《高品质钢冶炼工艺及关键技术》审稿会在京召开
[06-19]
-
教育部第二批“新工科”课程《钢铁科学与技术前沿》第六讲: 高品质特殊钢电渣重熔技...
[10-29]
-
关于召开2026全国电冶金高端技术论坛暨废钢铁学术年会的通知
[05-26]
-
关于召开第34届全国铁合金学术年会暨2026·全国铁合金前沿创新技术与绿色低碳智...
[05-26]
-
关于召开“2026年全国冶金用水节水与废水综合利用技术研讨会”的通知
[05-25]
-
2026年中国金属学会冶金青年云端沙龙第一期暨“百名科学家讲党课”系列活动正式启...
[05-25]
-
关于召开“第五届全国电炉炼钢厂长工作座谈会”的通知
[05-20]