科技新进展:数据驱动的热轧带钢控制模型关键技术研究与应用
一、研究的背景与问题
当前热轧过程控制系统多由国外引进,其核心模型与控制软件被封装为“黑匣子”,不对外开放,长期限制了热连轧核心技术的掌握和创新发展。同时,过程控制系统的智能化是钢铁行业智能制造的基础和核心,也是高端产品质量保障的关键。由于部分控制模型功能缺失或运行情况不佳、关键控制模型的精度水平还有待提高、控制模型的维护尚未实现智能化、信息技术应用还没有达到智能工厂要求等原因,很多企业难以实现精准控制,给整个企业实现智能制造带来很大的难题。
随着钢铁企业对对数字化转型和智能制造的初步探索和实践,自主转型升级的意识显著提升。通过自动化系统升级、集中操控和数据采集系统搭建等,建立了良好的数字化和智能制造基础,但整体智能制造能力成熟度仍处于集成和尝试优化阶段,距离通过定制化和柔性化生产实现快速响应用户个性需求还有一定的差距。主要体现以下几个方面:
1.生产工艺过程控制层级介入较少。纵观国内外智能制造的发展,主要集中在管控自动化和决策智慧化层面,对生产工艺过程介入较少。主要原因一是大数据技术和人工智能技术无法满足生产实时性的要求,更加适合三级及以上的管控层面;二是大数据和人工智能技术多数依赖Python等解释型语言平台,与工业C/C++平台无法融合;三是目前主流过程控制系统仍然是引进的TMEIC和西门子等国外产品,大数据和人工智能技术需要与国外系统平台融合。而各钢铁产线对国外系统的掌握程度则限制了大数据技术和人工智能技术的应用。
2.现有过程控制模型,难以满足生产工艺过程的精准控制。但是,对生产工艺过程的精准控制是钢铁工业实现智能制造的基础,也是高端产品质量保障的关键。由于部分控制模型功能缺失或运行情况不佳、关键控制模型的精度水平还有待提高、控制模型的维护尚未实现智能化、信息技术应用还没有达到智能工厂要求等原因,很多企业难以实现精准控制,给整个企业实现智能制造带来很大的难题。
3.产品质量问题根源难溯源,发现问题--解决问题响应慢。首先,过程控制系统模型黑箱瓶颈,模型参数难以有效评估,无法准确排查质量问题原因;其次,多变量耦合、⾮线性等影响造成产品质量异常,无法实现质量问题的精准定位,导致分析滞后;第三,无统一的标准化分析流程,依赖分析人员有专业的水平和经验。
二、解决问题的思路与技术方案
针对热轧产线智能化转型中过程控制模型所面对的技术难点,本项目从热轧全流程过程控制在线仿真、数据驱动的热轧在线精准控制、热轧产品质量缺陷智能分析技术三方面入手,研发了数据驱动的热轧带钢控制模型关键技术,如图1所示,控制模型研发效率、模型控制精度、缺陷分析效率与准确性全面优于外方引进技术,并成功应用于首钢迁钢两条热连轧生产线,实现了热连轧产线智能化在过程控制模型领域的技术突破,创造了可观的经济与社会效益。
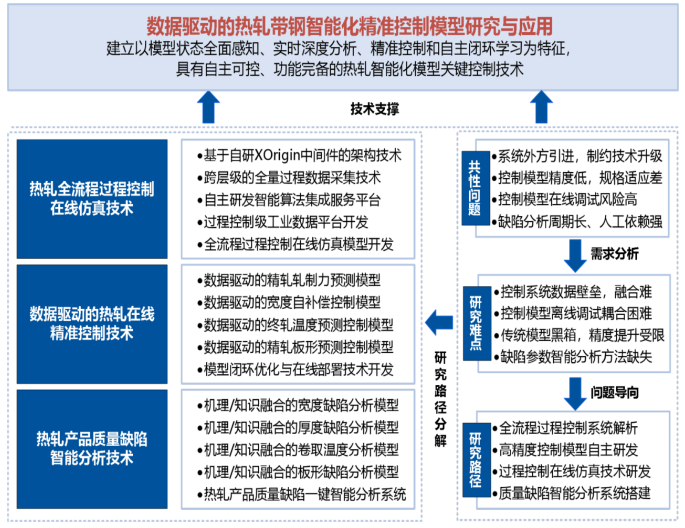
图1 项目总体思路和研究路线
主要研究技术路线如下:
1.工业数据平台的开发和应用
通过搭建工业数据平台,实现过程数据全量级采集。同时,集成自主研发的算法服务平台,利用大数据技术对热轧生产过程数据进行挖掘分析,优化实际的轧制生产状况,实现多种算法应用,为模型设定精度提高和新技术开发提供良好的基础。
2.热轧全流程过程控制在线仿真系统
基于工业数据平台采集的全量级过程数据,同时对过程控制核心模型进行消化解析,形成完备的逻辑功能技术报告,构建全流程过程控制仿真模型,在此基础上,搭建热轧全流程过程控制在线仿真系统。
3.热轧智能化模型的开发与应用
结合工业数据平台和热轧全流程过程控制在线仿真系统,利用数据挖掘技术和智能化算法,开发相应的轧制智能控制模型,并在线应用于轧制力模型、宽度模型、温度模型和板形模型上,实现自动闭环控制。
4.热轧质量缺陷一键分析系统
基于工业数据平台采集的全量级过程数据,结合算法服务平台,开发基于工艺模型和数据挖掘等分析方法的热轧质量缺陷一键分析系统,有效进行产品质量缺陷原因分析,代替高水平工艺人员的数据分析比对过程,提高分析效率,避免批量质量事故产生,实现产品质量问题的快速精准定位和辅助决策。
三、主要创新性成果
本项目通过数据驱动的热轧带钢控制模型关键技术研究与成功示范应用,实现了带钢热轧过程控制的模型状态全面感知、实时深度分析、精准控制和自主闭环学习。主要研究内容和创新性如下:
1.研发了面向过程控制级的热轧全流程过程控制系统在线仿真技术。开发了集数据采集、智能算法平台、跨平台闭环控制于一体的热轧过程控制级工业数据平台,打破过程控制系统存在的数据壁垒,研发了“粗轧-精轧-层冷”全流程过程控制在线仿真系统,实现生产过程核心模型与关键参数的静态/动态精准模拟、实时调优,显著提升了控制模型在线优化迭代效率与安全性。
(1)研发了面向过程控制级的的热轧工业数据平台
自主研发了基于XOrigin的热轧工业数据平台,具有吞吐量高、易水平拓展、存储自主调优等特点,能够满足数据管理与应用的需求。通过对过程控制核心模型的深入解析,对核心模型的所有设定流程参数,按照自定义的标准格式,统一输出到指定文件中,并按卷实时进行采集,在进行数据重整后满足各应用的分析需求。针对控制核心模型控制情况,既能有效进行问题监控和原因溯源,也能实现参数调优和闭环控制。同时,集成自主研发的算法服务平台,采用机器学习算法对相应的过程控制预测模型进行部署优化,并实现了模型在线部署,提高了自动化控制水平,实现了发现问题到解决问题的自动闭环控制实施,如图2所示。
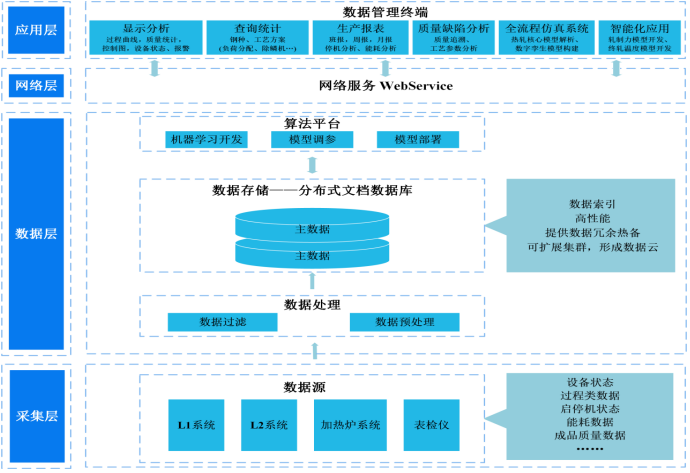
图2 热轧工业数据平台架构
(2)研发了热轧全流程过程控制在线仿真系统
在线仿真系统高度模拟过程控制系统的硬件配置及其软件,具备在线系统的过程控制仿真模型,利用过程控制仿真模型,为智能化模型应用开发提供真实的模拟环境,能够有效反映智能化模型在线应用后的情况,便于智能化模型结果评价和功能优化。同时,为质量缺陷一键分析原因溯源定位到核心模型的关键参数上,防止批量质量事故发生。如图3所示。
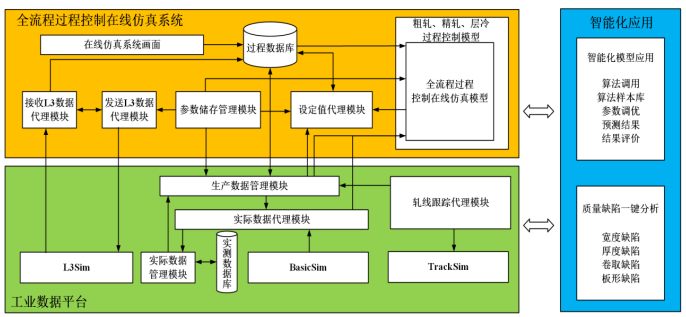
图3 在线仿真系统架构图
2.首创了数据驱动的热轧智能化精准控制成套模型。自主开发了机理模型与智能算法相结合的新一代智能化精准控制成套模型,并对国外引进的轧制力、宽度、温度、板形等核心模型全部实现了替换及升级,解决了传统热轧过程控制模型换规格精度低、自适应性差、人工经验依赖性强的技术难题。
(1)开发出基于智能算法的新一代热轧智能化模型
该模型涵盖化学元素、工艺参数、设备状态、模型参数四方面影响因素,考虑因素全;能够提前获取计划单数据,对将要轧制钢种进行针对性训练,提升小样本预测精度;通过大量样本测试,打破固有定式,只采用长遗传带钢数据作为训练样本,因为短遗传带钢数据只包含机理模型偏差,缺少数据偏差,系统偏差等因素;将Python和c语言有机结合,可实现多种环境部署应用,提高计算效率和稳定性,实现自动闭环控制,如图4所示。
(2)开发出智能化精轧宽展预测模型+宽度自动补偿模型
该模型提高宽展预报精度,同时取代人工宽度补偿设置,实现宽度自动控制。其中宽度自动补偿模型引入产销宽度公差,进行分层别设置调节,调节方向准确无误,更精准控制成品宽度,且控制响应无延迟,避免了操作人员频繁干预宽度补偿,减小了岗位劳动强度,填补了宽度控制技术空白。
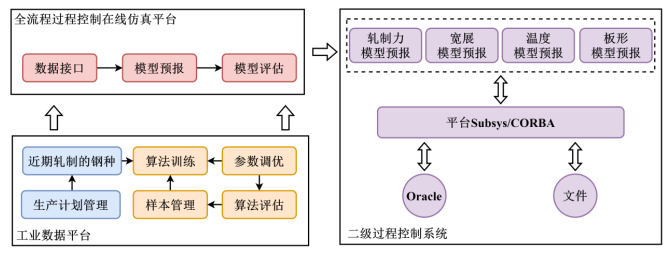
图4 热轧智能化模型架构图
3.研发了数据与知识融合驱动的热轧质量缺陷一键分析系统(图5)。基于自主开发的专家知识样本库与智能化分析流程,首次形成了集厚度、宽度、温度、板形等关键质量缺陷分析为一体的整套系统,解决了传统质量缺陷分析周期长、追溯困难、人工依赖性强等瓶颈难题。
(1)基于随机森林的曲线识别与分类模型
基于工业大数据平台,建立了质量缺陷曲线样本数据集。为了获取能够进行、分析与建模的样本,对采集到的原始数据做数据预处理。数据预处理主要包括数据转换、数据清洗和数据集成等过程。将处理好的数据整合,建立训练集和预测集样本数据。数据预处理能提高数据挖掘任务的准确性和数据有效性。基于算法服务平台,利用随机森林算法进行建模,再对处理好的数据进行模型训练,如图6所示。
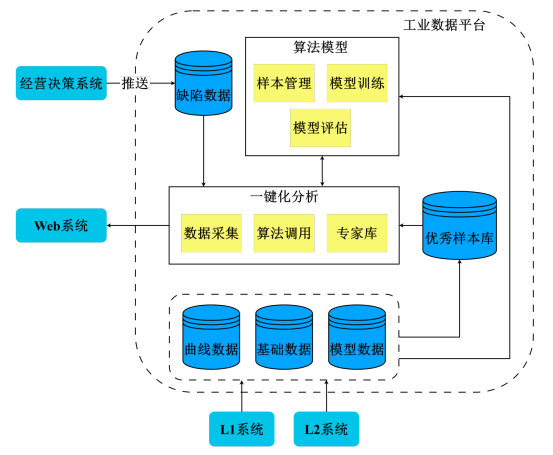
图5 一键分析系统架构图
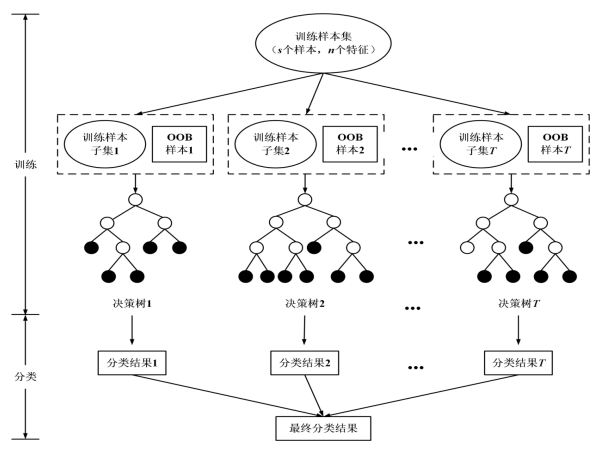
图6 算法预测模型
(2)数据与知识融合驱动的一键化分析系统
依托于工业数据平台采集的相关质量缺陷曲线数据、工艺数据等,结合算法服务平台,开发热轧质量缺陷一键分析系统。该系统首先建立专业分析思维导图,将分析流程标准化;其次建立曲线算法识别模型,准确识别缺陷曲线的分类类型;第三,归纳专业工艺人员分析经验,建立专家知识提取的逻辑流程图,形成专家知识库;最后,实现一键化功能开发,形成分析报告,如图7所示。
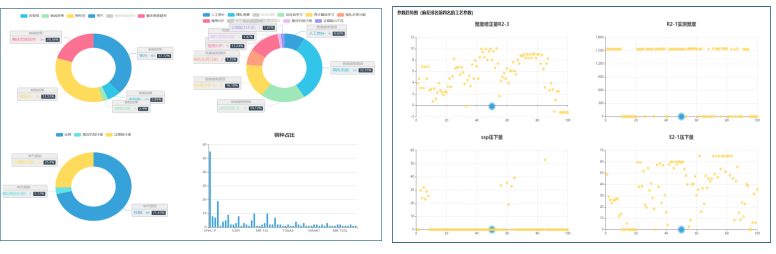
(a)缺陷结果统计界面 (b)运行参数趋势统计界面
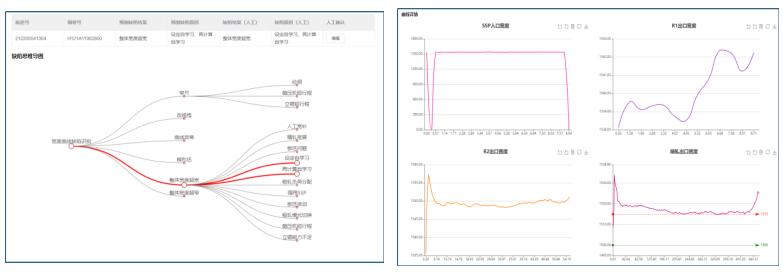
(c)单卷缺陷思维导图界面 (d)单卷曲线追溯界面
图7 质量缺陷分析系统界面图
四、应用情况与效果
项目自2020年6月份在首钢迁钢两条热轧产线逐步实施以来,建立了以模型状态全面感知、实时深度分析、精准控制和自主闭环学习为特征,具有自主可控、功能完备的热轧智能化模型关键控制技术,取得了良好的经济效益和社会效益,主要体现如下:
1.随着智能算法的新一代热轧智能化控制模型在线应用,实现了热轧关键核心控制模型的精准预报,解决了原系统首块钢模型预报精度计算不高的问题,精轧轧制力(长遗传)模型预测精度达95.5%,领先于国内外先进企业90%-95%的控制水平,精轧宽展模型精度提升15%,终轧温度模型精度提升30%,卷取温度模型精度提升50%,板形模型精度提升50%。
2.随着智能化宽度控制模型的在线应用,热轧产线宽度现货发生率降幅达到57%,达到了近年来的最优控制水平。基于大数据的宽度自动补偿模型消除了岗位人员操作水平差异对宽度控制的影响,减轻了岗位劳动强度,推动热轧产线向智能化、数字化迈出了一大步。
3.质量缺陷分析系统实现了热轧质量缺陷分析一键化功能,分析时效10s以内,整体缺陷分类精度达94%,缺陷原因预测精度达93%,满足精度要求,实现了快速定位质量缺陷问题原因,提升了产品质量控制水平。
近年来项目成果在线应用后,厚度、宽度、温度、板形质量损失降低59%以上,在提升热轧过程控制模型精准控制,同时减少质量成本损失方面近三年累积创效4.46亿元。
通过项目中的各项技术和措施的实际应用,率先实现了智能算法在轧钢现场的应用落地,为国内外热轧现场提供了亟需解决的关键技术与良好实践,成功解决了宽带钢热连轧核心技术的自主可控问题,助推国家钢铁工业的核心竞争力迈上新台阶。同时,在研发过程中结合智能制造技术进行一系列热轧关键技术开发,所取得的研究成果可以进行不同产线及不同产品的转移和推广,具有广泛的推广价值和推广意义。
信息来源:北京首钢股份有限公司

-
全国科技大会 国家科学技术奖励大会 两院院士大会在京召开 习近平为国家最高科学技...
[06-25]
-
中国金属学会推荐的“采用清洁能源实现低成本低碳炼铁”入选中国科协2024十大产业...
[07-03]
-
关于推荐重要学术会议的公示
[06-20]
-
《高品质钢冶炼工艺及关键技术》审稿会在京召开
[06-19]
-
教育部第二批“新工科”课程《钢铁科学与技术前沿》第六讲: 高品质特殊钢电渣重熔技...
[10-29]
-
关于召开“2026年(第四届)全国冶金流程工程学学术会议”的第二轮通知
[03-09]
-
2026年(第五届)中国不锈钢科技发展论坛展览与技术宣传征集通知
[03-06]
-
关于征集2026年冶金青年“云端”沙龙主讲人的通知
[03-05]
-
关于召开2026年全国熔盐化学与技术学术会议的第一轮通知
[03-03]
-
关于召开第七届全国炼铁厂长技术座谈会的通知(第二轮)
[03-03]