科技新进展:超宽幅高强韧易焊接钢板关键技术研发及产业化应用
一、研究背景及问题
随着装备不断向着大型化和高端化方向发展,越来越多超宽幅高强韧易焊接钢板得到应用。增加钢板宽度并提升钢板的焊接性能,可以减少焊缝及焊接导致的失效,提升结构整体性能与制造效率。同时,薄规格高强韧钢板的应用可以实现装备的升级和减重。因此,亟需开发和应用兼具超宽幅、高强度、易焊接三大特性为一体的钢板。
长期以来,1000MPa级4000mm以上宽幅,且厚度10mm以下的钢板工业化生产技术一直是困扰行业的世界性难题。其研发和生产面临三大挑战:
1、在极大幅宽的基础上实现板形与厚度的高度均匀控制。轧制生产时,变形抗力大、厚度精度受油膜补偿和轧制扰动影响大,厚度精度控制难度大。同时,宽薄板轧制过程温降快、弯辊反应慢,矫直难度大。通常中厚板轧机生产宽薄板的厚度波动≥±0.3mm,板形容易出现大镰刀弯、瓢曲及波浪缺陷,无法满足低温储罐、工程装备、矿用车辆及采石锯片等行业对超宽幅钢板厚度公差和平直度的严苛要求。
2、在提升强度的同时,保持钢材良好的韧性和延展性。尽管现代冶金技术通过合金化设计可以达到所需的强度要求,但强度的提高通常伴随着材料脆性和裂纹敏感性的显著增加,直接影响钢材在复杂工作环境中的表现。目前,强度与韧塑性同时提升的机制有待明确,强度达到1000MPa以上时微观缺陷的敏感性指数级放大,多相多尺度组织协同控制极为复杂,综合力学性能难以达到理想状态,严重限制了其在高性能装备中的广泛应用。因此,亟需突破这一瓶颈以满足现代装备对高强钢板提出的更高要求。
3、超高强度条件下实现焊接性和疲劳性能的提升。高强钢的焊接质量直接影响其在现代大型装备中的应用,其主要问题在于焊接过程中热影响区晶粒粗化导致的脆化现象仍难以避免,这种局部脆化显著增加了裂纹产生的风险,尤其在关键结构件焊接时表现尤为突出,甚至可能影响整个结构的可靠性。同时,高强钢的焊接线能量小,焊接效率低,成本高。
抗疲劳性能是现代大型装备能否长期可靠运行的核心要求,直接关系到其使用寿命和经济性。抗疲劳高强钢的应用可显著提升现代装备的可靠性,然而,现有生产技术尚无法彻底消除材料内部的微小缺陷,这些缺陷在高载荷、高振动的环境中极易成为疲劳裂纹的起点,因此,实现对抗疲劳高强钢制造难题的突破,已成为推动现代装备高效能化和长寿命化发展的关键任务。
二、解决问题思路与技术方案
项目以湖南华菱湘潭钢铁有限公司为牵头单位,联合东北大学、中南大学、三一汽车起重机械有限公司等单位,在多项国家和省部级项目支持下开展产学研合作和协同创新,形成3项创新点,突破8项关键技术,实现了超宽幅高强韧易焊接钢板的成功研发和产业化应用。
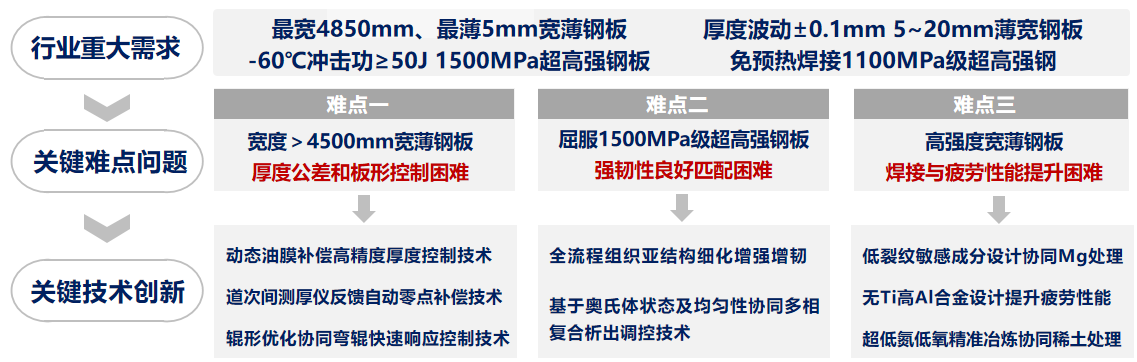
图1 项目研究思路
三、主要科技创新
项目聚焦超宽幅、易焊接、抗疲劳高强钢板的关键技术难题,旨在满足重大工程建设和高端装备制造业对高性能材料的迫切需求。项目依托湘钢先进的研发平台和生产装备技术,进行了全流程创新研究。实现了超高强钢的强度、韧性、塑性、焊接性和疲劳性能的综合提升。
1、突破超宽超薄高强钢板高精度厚度和板形控制技术。
(1)针对固定式油膜补偿无视轧制速度和轧制力动态耦合效应的问题,创新提出“独立油膜补偿控制技术”,建立了基于轧制力和油膜补偿的计算模型,实现厚度动态补偿。
图2 润滑理论描述粘性液膜压力分布
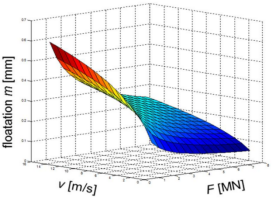
图3 油膜厚度与轧制力、轧制速度关系计算曲线
(2)针对人工干预式厚度补偿机制无法动态响应轧制扰动的难题,建立了“道次间测厚仪反馈自动零点补偿功能”,实现了测厚仪与轧机系统实时联动控制,5~20mm薄宽钢板厚度波动控制在±0.1mm以内,突破了中厚板轧机生产厚度波动≥±0.3mm控制水平。

图4 优化后厚度波动情况(≤±0.1mm)
(3)针对超宽薄板轧制,辊形曲线失配和弯辊响应慢的难题,优化辊形曲线和提高振幅,提升弯辊响应速度减少温降,并结合轧制热凸度与道次间分段冷却控制,形成湘钢独有的板形控制方法,实现最宽4850mm、最薄5mm极限规格的优异板形控制。
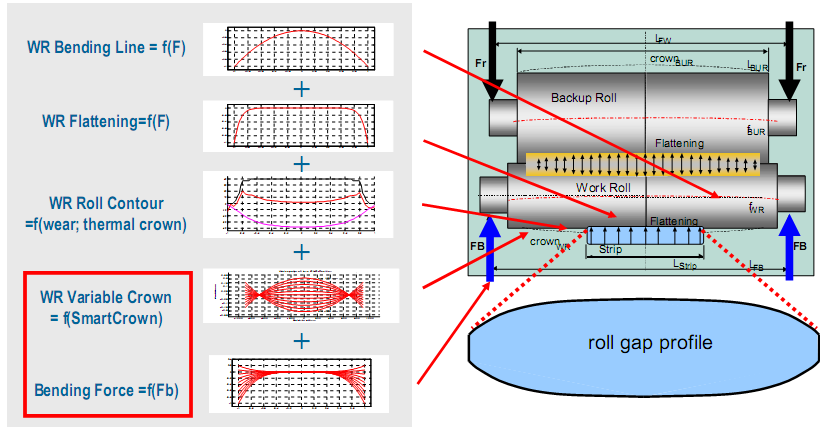
图5 薄宽板弯窜辊控制示意图
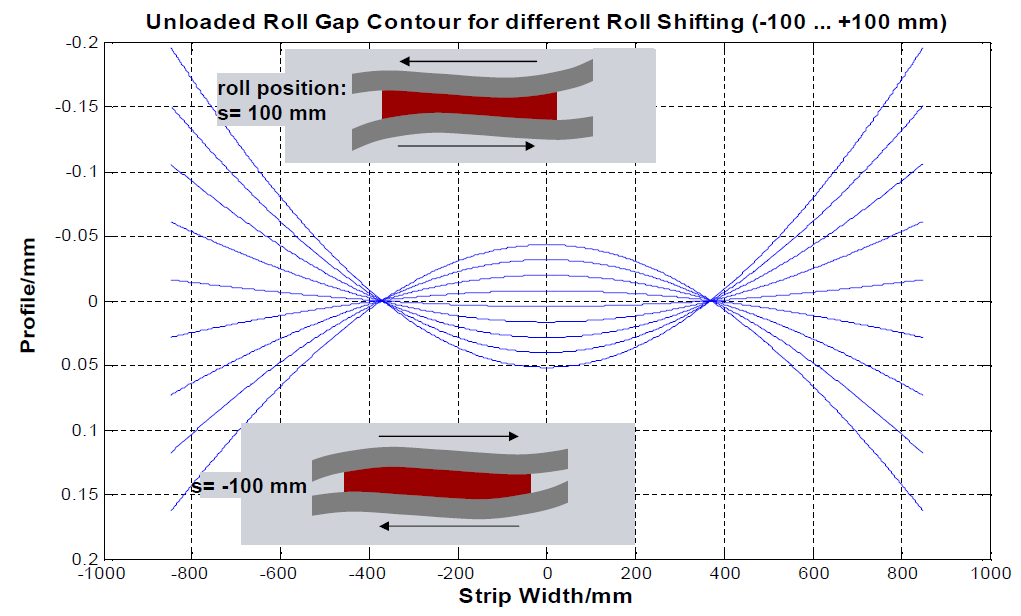
图6 正负窜辊对辊缝凸度的影响示意图
2、建立基于奥氏体状态与析出行为精准调控的超高强钢强韧化方法。
针对中碳微合金超高强钢强度高、韧塑性难以提升的问题,提出铸坯适度控温加热抑制原始奥氏体粗化、提高精轧压下率压扁细化奥氏体、精确控制马氏体相变等系列关键工艺,实现组织晶粒尺寸细化至10μm以下。
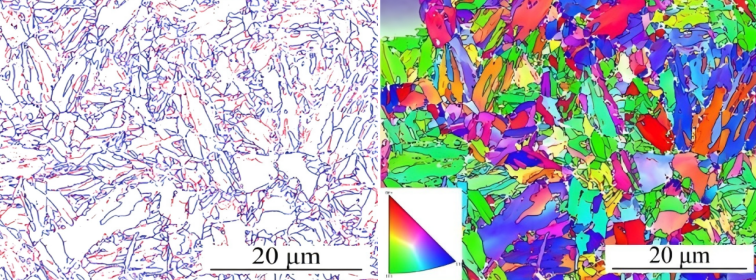
图7 新型工艺奥氏体晶粒尺寸
通过道次压下分配及变形储能控制,精准调控奥氏体状态及均匀性,协同相变过程中ε碳化物等多相复合析出调控,在全球率先实现Q1500高强钢板工业化生产,钢板屈服强度≥1500MPa,-60℃低温冲击功≥50J,综合性能指标达到国际最高水平。
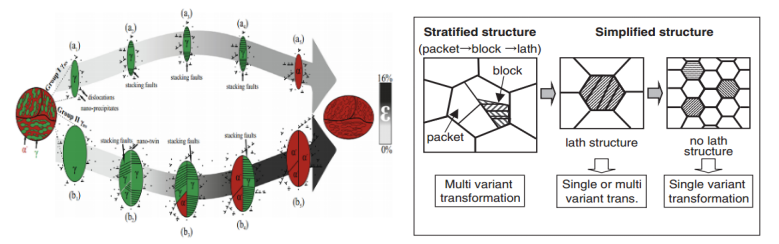
图8 奥氏体化工艺对后续相变时序影响
3、突破超高强钢的焊接和疲劳控制技术瓶颈。
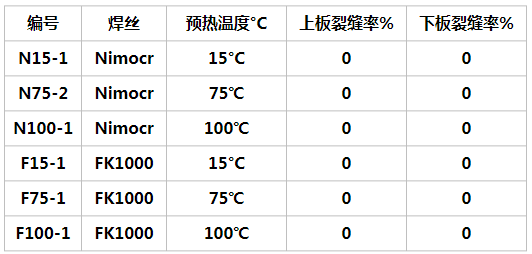
针对超高强钢合金体系设计与焊接裂纹敏感性失配的问题,采用低焊接裂纹敏感系数合金设计协同Mg处理技术,改善超高强钢的强韧性和本质焊接性,成功实现1100MPa级超高强钢的免预热焊接,焊接线能量由9KJ/cm提高至17KJ/cm,焊接效率提升88%。
表1 低Pcm钢板焊接裂纹检测结果
针对宽薄高强钢疲劳性能对夹杂物水平极度敏感的问题,打破传统含B高强钢Ti微合金化设计思路,创新采用 “无Ti高Al”成分体系规避TiN大尺寸夹杂物对疲劳性能的致命影响,同时确保B元素充分固溶。针对高Al钢中大尺寸Al2O3夹杂和AlN导致铸坯裂纹双重难题,创新氧枪设计及动态成分调控工艺,开发超低氮低氧精准冶炼技术,实现了工业化生产条件下超高强钢30ppm以下的超低氮低氧控制,协同稀土处理变性夹杂物,解决了超高强度钢板疲劳极限提升的难题。
四、推广应用情况
项目产品已应用于矿山机械、工程装备、船舶海工和能源装备等领域。其中10-12mm规格4620-4850mm超宽高强度薄板应用于全球最大采石锯片制造,全板不平度≤2mm/m。4000mm以上宽薄钢板还被应用于150-450吨超大型电动轮矿车车厢制造,替代了传统两张窄钢板拼焊的工艺,提升了装备的使用寿命,同时减少了焊接成本。

图9 全球最大采石锯片

图10 全球最大的轮式起重机
湘钢独家生产的4500mm-4600mm超宽XG1100E钢板应用于大国重器——全球最大的轮式起重机徐工XCA4000和三一SAC40000T的主吊臂,满足了国家清洁能源工程的急需。截止目前,国内千吨级以上超大型轮式起重机用4000mm宽以上超高强宽薄钢板,全部由湘钢独家供货。项目成果获行业多家龙头企业的积极认可,成为多家企业的优秀供应商。4000mm宽以上的薄规格高强韧钢板市场占有率90%。行业专家评价本项目整体达到国际领先水平。

图11 湘钢超宽幅钢板部分应用装备
项目成功攻克了超宽幅高强韧易焊接钢板制备的核心技术壁垒,国际首创极限规格系列产品并实现规模化工业应用。构建了完整的自主知识产权体系,形成高水平学术成果。相关技术已成功应用于矿山装备、工程机械、高端船舶、能源工程及国防军工等国家重大需求领域,创造了显著的经济社会效益。本项目的成功实施,标志着我国在超高强度钢板制备技术领域取得国际领先地位,对推动高端装备国产化进程具有重大战略意义和深远行业示范效应。
信息来源:湖南钢铁集团湘潭钢铁集团有限公司
-
全国科技大会 国家科学技术奖励大会 两院院士大会在京召开 习近平为国家最高科学技...
[06-25]
-
中国金属学会推荐的“采用清洁能源实现低成本低碳炼铁”入选中国科协2024十大产业...
[07-03]
-
关于推荐重要学术会议的公示
[06-20]
-
《高品质钢冶炼工艺及关键技术》审稿会在京召开
[06-19]
-
教育部第二批“新工科”课程《钢铁科学与技术前沿》第六讲: 高品质特殊钢电渣重熔技...
[10-29]
-
关于召开“2026年(第四届)全国冶金流程工程学学术会议”的第二轮通知
[03-09]
-
2026年(第五届)中国不锈钢科技发展论坛展览与技术宣传征集通知
[03-06]
-
关于征集2026年冶金青年“云端”沙龙主讲人的通知
[03-05]
-
关于召开2026年全国熔盐化学与技术学术会议的第一轮通知
[03-03]
-
关于召开第七届全国炼铁厂长技术座谈会的通知(第二轮)
[03-03]