科技新进展:人工智能驱动下的钢铁质量全流程智慧管控
一、研究的背景和问题
钢铁行业为传统流程制造业,工序复杂,人工操作多,质量波动大;工艺流程涉及众多物理和化学过程,控制难度大;上下工序质量问题还存在遗传,质量管控要采取一贯制管理的模式。因此,依靠传统的质量控制模式存在瓶颈,需要引入先进智能制造技术实现全流程质量跟踪、分析和自适应控制,提升质量管控一致性和精细化水平。
二、解决问题的思路与技术方案
针对上述痛点和难点问题,一方面应用人工智能技术对生产过程控制系统进行优化,减少人工干预,提升控制精度。另一方面通过构建质量全流程智慧管控平台,实现从质量研发与设计、生产过程监控与控制、质量检验与处置、质量分析与跟踪,实现从客户需求出发到客户服务结束全流程的闭环智慧管控。
(一)、生产控制实现智能化与精准化,颠覆传统模式重塑生产
过程控制系统作为整个自动控制系统的核心环节,直接影响产品的质量。针对原有过程控制系统设定精度不高、人工干预过多和黑箱系统等瓶颈问题,通过AI机器视觉、机器学习与冶金机理模型深度结合的方式,提高模型自组织、自适应和自我优化的能力,显著提升机组的智能化水平,实现高精度、无人化设定。
1.开发“灵动眼”系统以“火眼金睛”赋能钢铁智能产线
传统监控模式遭遇效率与精度瓶颈:连续性生产过程中,带钢需要频繁进行穿带和加减速调整,并且需要在通过圆盘剪时,进行在线切边,由于切边速度反复变化,再加上操作人员通过现场工业电视监控画面难以及早发现异常,此时就会容易出现卡钢堆钢与堵边飞边等问题。除了生产过程中的痛点问题外,GI汽车板“黑点”数量、GA汽车板“粉化度”是关键质量指标,需要通过人工检测进行动态管控。人工检测过程繁杂:样板搬运、表面清洁、区域选取、缺陷标记、粘贴胶带、目视识别、尺寸测量、标准对比、手工记录。人工检测作业时间长、效率低,数据精度易受到人员主观因素影响,多次发生漏检和误检。
AI视觉算法破解四大核心场景:针对发生的以上的种种问题,首钢股份开发了“灵动眼”系统,通过高清工业相机和工业摄像机等采集获取高清数字图像,运用深度学习算法,研发适应半开放式且相对稳定光照环境下的AI视觉算法—“灵动眼”系统,实现信息化和工业化的深度融合,以下为“灵动眼”系统主要应用场景:
(1)入出口段穿带卡钢堆钢监测,在镀锌线入出口段易发生卡钢堆钢位置,部署高清监控摄像机进行监控,监控图像会通过千兆工业以太网实时到接入高性能服务器中。首先,当开始穿带时,产线控制系统触发“灵动眼”系统启动,多点位摄像机开始连续捕捉区域内带钢高清视频图像。然后,“灵动眼”系统视觉检测算法实时定位跟踪带头位置。当发现带头卡阻、带钢拱起等异常时,系统会立即发出语音报警,并与产线控制系统进行停车联动。
(2)圆盘剪边丝堵塞和逃逸监测:在产线开始切边时进行堵丝飞边的检测,控制系统触发“灵动眼”系统启动,摄像机开始连续捕捉圆盘剪区域边丝高清视频图像。然后“灵动眼”系统视觉检测算法从空间位置、形貌、动作轨迹等多方面实时监测边丝状态。最后,当系统发现了边丝堵塞、逃逸等异常时,就会立即发出语音报警,提示操作人员及时处置,并与产线控制系统进行联动。
(3)GI带钢黑点特征识别:对于GI黑点识别,在镀锌线在线质检室前带钢上下表面部署了线阵相机,当带钢宽度、运行速度等信息发送至“灵动眼”系统时,并且当出口段带钢静止时相机开始横移扫描,在秒级内即可完成带钢上下表面的线扫描和高清图像获取。此时“灵动眼”系统通过深度学习算法对已获取带钢图像进行黑点特征提取和识别,最终精准标记位置和尺寸,同时完成历史的图像数据的存储。借助AI实现质检效率提高至少4倍。检测精度提高2.5倍。并且人工检测结果因人而异,AI检测稳定性远远高于人工检测。
(4)GA样板粉化度识别:在镀锌线离线质检室集成机器人和高分辨率工业面阵相机系统,当带钢钢种、厚度等信息发送至“灵动眼”系统,机器人依次夹持样板,同时进行上下表面拍照和高清图像采集。然后,“灵动眼”系统会通过深度学习算法对图像粉化特征进行提取,完成识别粉化宽度并进行等级判定,同时完成历史图像数据的存储。效率提高3.6倍,检测精度提高50倍。AI检测稳定性远远高于人工检测。
解决了以往穿带时操作人员紧盯监控电视画面的高强度作业问题。为产线提速达产做好基础,提升生产量和OEE。产线降速停车频次降低60%;样品质检效率提升72%。
2.工艺设计标准执行智能控制及监控
产线工艺控制痛点:当前产线面临工艺控制稳定性与精度提升瓶颈,部分工艺参数依赖系统外传递,多界面监控模式导致异常发现滞后、调整响应迟缓,严重制约工艺标准的精准优化与异常问题的及时处置。
十大AI模型重塑工艺控制体系:为打破上述“卡脖子”困境,首钢以人工智能与大数据技术为核心,针对复杂工艺参数,开发酸洗工艺AI模型、轧机板形AI模型、退火炉温智能控制模型、锌锅热平衡控制模型、合金化温度智能控制模型、平整/光整工艺模型等十大关键工艺参数自学习闭环控制模型,过程参数预设定以自学习闭环控制,保证关键工艺参数的控制稳定。另外建立工艺参数监控模块进行实时诊断处置、定期评价持续提高过程参数的控制能力。
打造全流程工艺管控的“智慧大脑”:搭建了CP控制计划系统,对工艺参数监控预警和分析,以数据驱动实现质量管控模式的全面升级。系统深度整合全工艺参数集,将庞杂的生产数据转化为结构化信息,为精准管控提供数据支撑;实施岗位及任务分解,打破职责模糊的僵局,将现场基础管理要求、生产工艺规范、客户个性化需求,细化拆解为各生产岗位的具体作业要求,并精准推送至每个钢卷的生产环节。同时,开发精准点检模块,对生产执行情况进行实时诊断,一旦发现异常即刻推送预警,确保生产过程始终处于可控状态,有效提升产线基础管理水平,保障合格产品产出。
通过开发关键工艺参数的智能控制模型,模型自学习闭环控制,关键工艺参数达标率提升了12%;借助数采平台,实现数据互联互通,工艺参数利用岗位信息大屏实时监控预警并推送相应反应计划,参数实时监控率达到100%。
3.人工智能神经网络用于镀锌过程实时控制
传统控制模式的效率与成本双困局:锌层厚度控制一直是热镀锌生产线的重点和难点,对锌层厚度的精确控制不仅关系到镀锌产品的合格率等指标,也对生产成本管理具有显著影响。传统的锌层控制需要人工根据经验对气刀参数进行设定,然后参考锌层测厚仪的反馈数据,对参数进行相应更正,控制严重滞后,从而造成产品不合格或者锌资源的浪费。
首钢突破热镀锌智能控制瓶颈:通过开展机理模型和数据驱动模型结合的锌层厚度智能控制建模研究,运用神经网络算法实现精准的锌层厚度智能控制。功能包括动态变规格时的预设定功能、非稳态生产时的前馈控制功能、增强型趋势性反馈控制功能。人工智能神经网络用于镀锌过程实时控制,提高了锌层厚度3g命中率,锌层横向厚度偏差降低了52%。
4.基于数字孪生的过程异常实时监测和控制
锌锅工况“黑箱化”与质检效率瓶颈:锌锅区域温度场及流场分布复杂不可见,锌灰及锌渣缺陷产生原因复杂多变,人员工作环境恶劣,无法直接检测实际工况,只能通过经验撇渣、调整炉鼻子状态等操作。人工表面质检,准确性差,行业内普遍采用离线样板质检,准确率因作业人员经验不同波动较大,难以满足批量高等级产品检测需求。
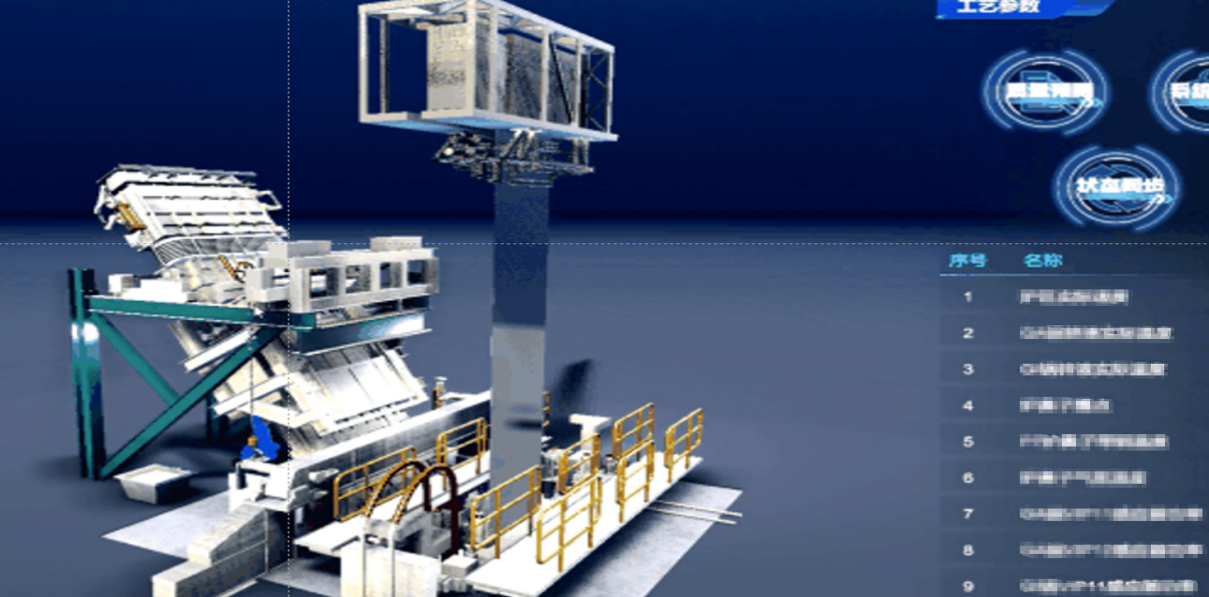
锌锅区域数字孪生
首钢构建锌锅区域数字孪生平台破解热镀锌质量管控难题:深度融合工业互联网、高速计算、大数据分析等尖端信息技术,精心打造炉鼻子和锌锅区域数字孪生平台。该平台秉持“软硬协同、虚实共生”的创新理念,将智能化软件系统与可视化硬件系统完美融合数字孪生模型的建立实现了锌锅内复杂工况可视化、异常预警并闭环控制,用数字孪生技术判断速度变化对流场、温度场等变化,对锌渣等质量问题提供预警,同时与电磁撇渣、炉鼻子系统实现控制闭环,提升生产效率。异常及时自动响应,检验效率提升4倍。构建起一个集控制、决策、交互于一体的智慧中枢。通过搭建高效的数据采集网络、稳定的传输通道以及智能的分析反馈机制,实现物理生产场景与数字虚拟世界的无缝对接,为工艺质量管控装上“智慧大脑”,注入强劲的创新动能。
(二)、质量管控智慧化,夯实品牌竞争力
搭建基人工智能的钢铁全流程质量管控平台以云边协同方式,运用大数据、AI、视觉识别、机器学习等智能技术,进一步完善全流程的质量管理体系。通过智能质量数据采集、智能分析与溯源、智能预测、智能决策,实现产品全生命周期智慧管控,对产品质量实施全流程跟踪,利用大数据分析模型和专家库系统对出现问题进行质量管理,全面提升质量管控能力,降低质量损失。
1.首钢构建钢铁行业首个质量管控知识图谱赋能全流程智能防控
客服、性能、表面、工艺等各业务领域具备较丰富的专家知识。但知识分散,不成体系,知识固化与传承难度大。产品全生命周期质量关系错综复杂,需要一套先进的方法将知识的脉络和逻辑梳理清晰。事前预防相对较弱且依赖人工,事前预防和事中管控能力有待提升。
针对上述痛点,在钢铁行业数字化转型进程中,首钢股份构建了钢铁行业首个质量管控知识图谱,深度赋能业务场景,深度赋能8个数字化用例、10多个业务场景和160多个功能模块,创新性构建质量管控知识图谱体系,通过数据驱动与智能算法融合,打造端到端质量风险预防应用体系,实现质量管控经验的“显性化、工具化”,从“经验驱动”到“知识智能驱动”的管控模式革新。
作业计划评审:实现物料接续风险的自动识别和分级,智能动态推荐出降低风险的反应计划,辅助班组长和操控人员进行物料接续的事前预防和事中控制;
在制品可疑材料阻断:以量化评分的形式对工序产品的质量风险提前识别,提前阻断或者动态给工序推荐反应措施,提升主要工序应对不同来料质量的适应能力;
性能与工艺知识图谱:建立钢卷工艺参数和性能参数之间的关系模型,构建性能知识图谱,实现在制品不同阶段的性能主要指标的预测功能,动态调整后道工序工艺,提升性能稳定性;
表面与工艺知识图谱:整合专家知识与海量历史案例,构建表面与工艺知识图谱,收纳百余种常见缺陷。该图谱为表面质量分析提供丰富的实操案例与清晰的解决思路,同时具备典型表面缺陷的预测功能,助力企业提前采取预防措施,降低表面质量问题发生率;
客户端专家决策库:对客户反馈的问题进行聚类归纳,并构建客户端问题专家决策库,通过冲压问题预测、客户端专家决策库等功能为客服人员或技术人员处理客户投诉、抱怨、问题、异议提供辅助决策。
通过知识图谱与业务场景的深度融合,首钢实现质量管控的精细精准化跃升:冲压类质量抱怨同比降低64%,客户投诉处理效率显著提升;问题平均处理时间缩短83%,异常响应速度从“小时级”向“分钟级”跨越;质量损失降低 49%,生产成本与资源浪费大幅减少;依托客户需求精准匹配与工艺精细化设计能力,助力客户新品开发周期缩短、上市爬坡效率提升,不仅增强客户粘性,更带动企业获得新增订单与市场份额增长,形成“技术创新-客户价值-市场拓展” 的正向循环。
2.AI模型赋能钢卷表面缺陷识别与智能判定
目前在钢卷表面判定流程上,依靠表检仪进行缺陷检测。由于钢卷生产过程快,单卷缺陷数量大,质检岗位在在线判定系统录入缺陷时,需要根据表检仪数据逐一录入,受限于表检仪检测准确性和岗位人员的识别能力,导致钢卷的表面缺陷判定准确性偏低,甚至出现漏检的情况。
通过建立AI模型,将缺陷图像输入到深度学习模型中,完成对缺陷的识别和分类,并标注图像中的缺陷位置。用图像识别技术提取图片的图像特征信息,包括最大灰度、最小灰度、平均灰度、敏感区域面积、红框面积、密度、亮度库占比、暗度库占比等参数。同时根据实际业务需要,制定定义缺陷等级合并规则,缺陷合并采用自研算法,结合业务规则和缺陷特征,完成缺陷合并。最终准确识别出各类缺陷等级,实现对缺陷的二次分析,提取更有效的缺陷数据。将经过二次分析的表面缺陷信息自动上传至在线判定,减少缺陷录入时间,辅助岗位完成最终钢卷表面质量等级判定。提高缺陷识别准确率,降低表面缺陷漏检率,同时减少人工手动录入缺陷信息的时间,钢卷下线后自动完成缺陷判定,提高了带钢表面质量检查的效率。
3.运用大数据分析定制专属用户异议反馈报告
在汽车板市场竞争中,客户质量异议处理的及时性与精准性直接影响企业口碑与合作信任。首钢面临多重挑战:质量异议成因横跨炼钢、热轧、冷轧全工序,涉及工艺参数、标准执行等海量信息,传统模式下数据分散于各系统,上下游协同存在壁垒,跨工序追溯依赖分析人员经验,易导致诊断浮于表面;同时,非工作时间人工响应滞后、报告输出流程冗长,难以满足客户时效要求,且分析结论受专业能力限制易出现模糊偏差,形成“高投入、低产出”的管理困境。
为破解困局,首钢创新开发定制化质量异议分析场景应用,借强大的数据整合与智能分析能力,能够快速、精准锁定质量异常点。构建典型异议模块(性能类、表面类-锌渣/硌印/油膜、板形),每个模块设置个性化配置区,支持灵活选取工序、配置参数,一键生成定制化分析方案。打破数据孤岛,整合全流程生产数据,通过智能算法快速定位异常点,将传统“地毯式排查”转化为“精准靶向分析”,分析周期缩短61%,人力成本显著降低。同时,模块化设计使质量管理人员无需跨系统查询数据,可将更多精力投向事前预防,推动质量管理从被动响应转向主动优化。
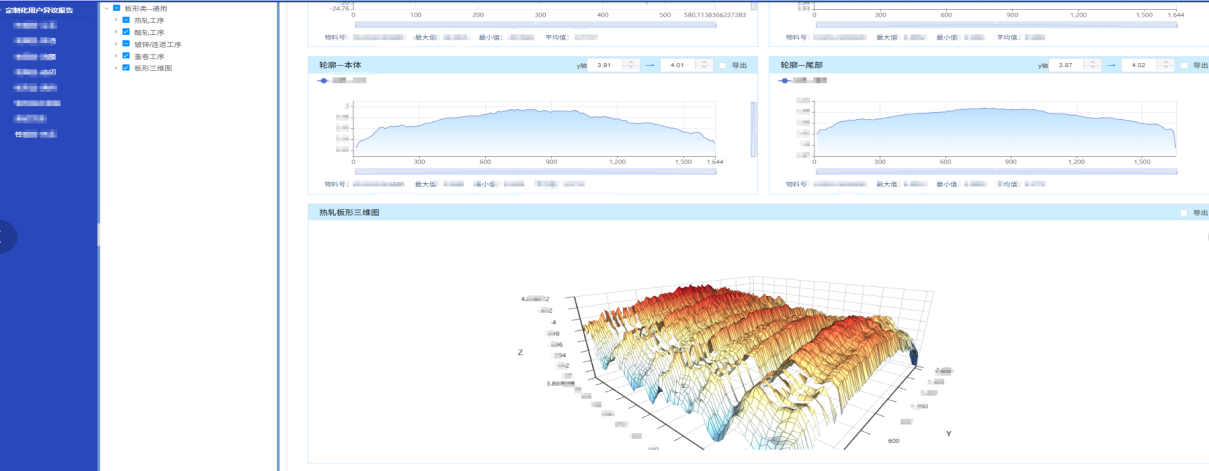
“一键”生成定制化异议报告
强大的问题分析及报告生成能力:自动锁定异议根源,可“一键”导出符合客户格式要求的报告,分析人员按需完善即可快速提交,标准化报告输出不仅提升客户响应效率,更以专业严谨的内容展现企业管理水准,高效提升客户满意度。通过“数据整合-智能分析-快速响应”的全链条革新,首钢实现质量异议管理从“低效追溯”到“精准管控”,客户反馈管理从被动应对到主动优化的跨越式升级。
三、主要创新成果
1.从“事后控制”向“事前预测”的质量管理模式变革
过AI预测、知识图谱、数字孪生、规则引擎等技术,构建“预防—控制—追溯-改进”的闭环智慧化质量体系,通过知识图谱实现质量风险量化评估,依托数字孪生实现工艺过程实时映射,推动质量管控从“事后分析”转向“事前预防”,推动质量管理从事后检验转向全过程预测性管理,开创钢铁行业质量数字化管理先河。
2.“岗位级生产过程的透明化+数字孪生”的精益生产执行模式
生产操控岗位信息互联互通,取消纸版点检台账,建立工艺点巡检措施库,实现岗位精细化管理,最小颗粒度精细到材料,将质量策划的动态输出做实,结合材料控制计划岗位展示的主动推动,使生产岗位获得精准的操控要求。过程质量管控借助数字化手段,实现了生产过程的动态质量管理,这种高度的透明度有助于快速定位问题源头,提高问题解决速度,同时也增强了可追溯性,对于质量管理和合规性检查至关重要,同时也增强了产品的可追溯性,对于质量管理和合规性检查至关重要实现了快速、精准的智能制造。
3.从“经验驱动”到“模型驱动”的生产控制模式升级
替代传统依靠人工经验调整的控制方式,实现关键机组的高精度、无人化设定,大幅提高控制稳定性与自动化水平。整合历史数据、专家经验与AI算法,构建以数据驱动的智能决策系统,提升工艺优化、质量改进与客户响应的科学性与效率。
4.打破传统质量管控模式局限
现场表检仪对表面缺陷的检出率和分类准确率较低,同时黑点、粉化值是镀层汽车板关键控制指标,传统方法依赖人工画网格、粘胶带、目视识别、手工测量,效率低、准确性差。通过引入机器视觉识别技术,实现表面缺陷自动识别,代替肉眼检测带钢,提高表面缺陷识别和分类的准确率,降低漏检率,实现智能化质量监控与分析,打破了传统模式的局限,为钢铁行业质量管控提供了全新的数字化、智能化范式。
四、应用情况和效果
建设了云边端协同的工业互联网架构,应用5G、大数据、AI和机器人等十余种工业4.0先进技术,实现上下游互联互通,支撑数字化应用场景落地。服务人群达2000余人。建设了国内钢铁行业首个知识图谱,开发CP数字化管控、基于知识图谱的质量风险预防等质量管理智慧化应用场景。支撑了产品质量改善、效率提升、业绩提升和绿色低碳发展,以业务为引领,提升企业核心竞争力。
结合工业机理、大数据分析和人工智能技术开发镀锌智能操控、锌层厚度闭环模型等过程控制模型,实现材料损失率降低7%。生产线效率提升了21.2%,锌层3g命中率提升0.65%,投用前的锌层厚度偏差降低45%,热平衡模型实现入锅温度波动减少,锌锅感应器功率下降,投用后锌锅感应器功率下降14KW/h。镀锌要料宽度减少2mm,高端产品销量提高了36%,产品缺陷减少了35%,客户投诉减少了55%,余材充当比例提升5%,合同一次通过率提升7%,实现质量精准管控,并完成了质量事后管控向事前和事中控制的转变,冲压类问题平均处理时间降低83.33%,现货发生率降低1.14%。经济效果明显,年经济效益约5600万元。
信息来源:北京首钢冷轧薄板有限公司
-
全国科技大会 国家科学技术奖励大会 两院院士大会在京召开 习近平为国家最高科学技...
[06-25]
-
中国金属学会推荐的“采用清洁能源实现低成本低碳炼铁”入选中国科协2024十大产业...
[07-03]
-
关于推荐重要学术会议的公示
[06-20]
-
《高品质钢冶炼工艺及关键技术》审稿会在京召开
[06-19]
-
教育部第二批“新工科”课程《钢铁科学与技术前沿》第六讲: 高品质特殊钢电渣重熔技...
[10-29]
-
关于召开2026全国电冶金高端技术论坛暨废钢铁学术年会的通知
[05-26]
-
关于召开第34届全国铁合金学术年会暨2026·全国铁合金前沿创新技术与绿色低碳智...
[05-26]
-
关于召开“2026年全国冶金用水节水与废水综合利用技术研讨会”的通知
[05-25]
-
2026年中国金属学会冶金青年云端沙龙第一期暨“百名科学家讲党课”系列活动正式启...
[05-25]
-
关于召开“第五届全国电炉炼钢厂长工作座谈会”的通知
[05-20]