科技新进展:冶金原料场绿色数智管控关键技术的研发与应用
一、研究的背景与问题
原料场是钢铁企业原料链门户,为烧结、球团、焦化、炼铁、喷煤、石灰窑、炼钢等生产工序提供铁矿、煤炭、熔剂在内的几十种原燃料,是保证冶炼原料安全供应的关键。2013年以来,行业内提出“智能化原料场”概念,并针对原料场的堆取料设备无人作业、数字化料场和智能控制系统提升做出了不同层面的技术创新,但是,仍然缺乏储、配、供整体统筹理念的革新;智能化提升未形成层级分明、功能清晰的整体框架;缺失均量低储增效实施方法,难以达到物流的精准管控;缺少智能决策指导的流程组网全时自动运行;料场堆取料机受制于远程手动或半自动作业瓶颈;实际控制水平和管理水平普遍不稳定,实施效果不落地,行业内技术水平参差不齐。针对这些难点和问题,我们于2016年开始对绿色原料场数智化管控系统关键技术进行立项研发。
二、解决问题的思路与技术方案
项目研究伊始,研发团队充分调研了行业内智能化原料场已实施项目的现状和用户诉求,采取了从运行分析、问题查找、缺陷研究到功能提升的研究思路,对原料场的传统工艺作业模式进行了创新、转变了设备维护运行模式,并充分运用现代物流领域新技术、数字化信息化领域新突破和多种顶端检测、计算和模拟手段,以原料场数字化、无人化和高度智能化为着眼点,实现了原料场智能视觉感知、智能组网控制、智能预测-推演管理的新突破。
本项目的研究方案及技术路线如下图所示:
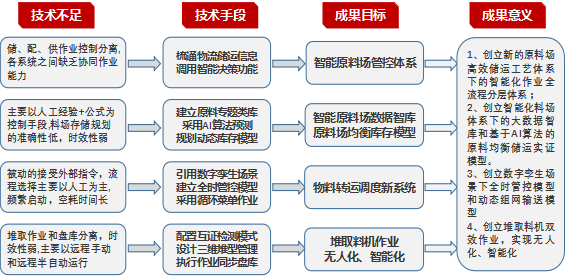
图1 研究方案及技术路线图
在本系统的实施过程中,从以下四个方面着手开展研究:
1、以机器学习和智能决策为基础、以低量均储和高效运行为目标的绿色数智原料场管控体系的研究
整个架构是一个互通融合的三层一体的管控体系,突破堆取料机全自动作业瓶颈,与全时流程自动匹配、确定起终点地址无差错输送。主要包含一个数据平台、三层系统(智能管理系统、智能控制系统、智能作业系统)、一个模型(全时全流程无人作业管控模型)、两个手段(大数据专家库、AI算法库),数据平台实现各个系统和模块的数据互通互融,数智赋能管理系统通过全时全流程无人作业管控模型指导智能控制系统和智能作业系统实现产线各设备的智能化、无人化运行。
传统的二层架构管理系统只是收集数据,报表展示,本架构的智能管理系统除了具有传统二层架构的管理功能外,最大的特点具有全时控制指令生成和智能决策功能。与二层架构相比,控制系统要接收管理系统的指令实现全自动运行,并且与电信系统实现视频和广播的联动。堆取料机传统上属于控制系统,每个相互独立。本体系架构对堆取料机进行集群管理,一个料场的几台堆取料机共享服务器和客户端,实现无人化操作的智能运行和堆取料智能调度功能。
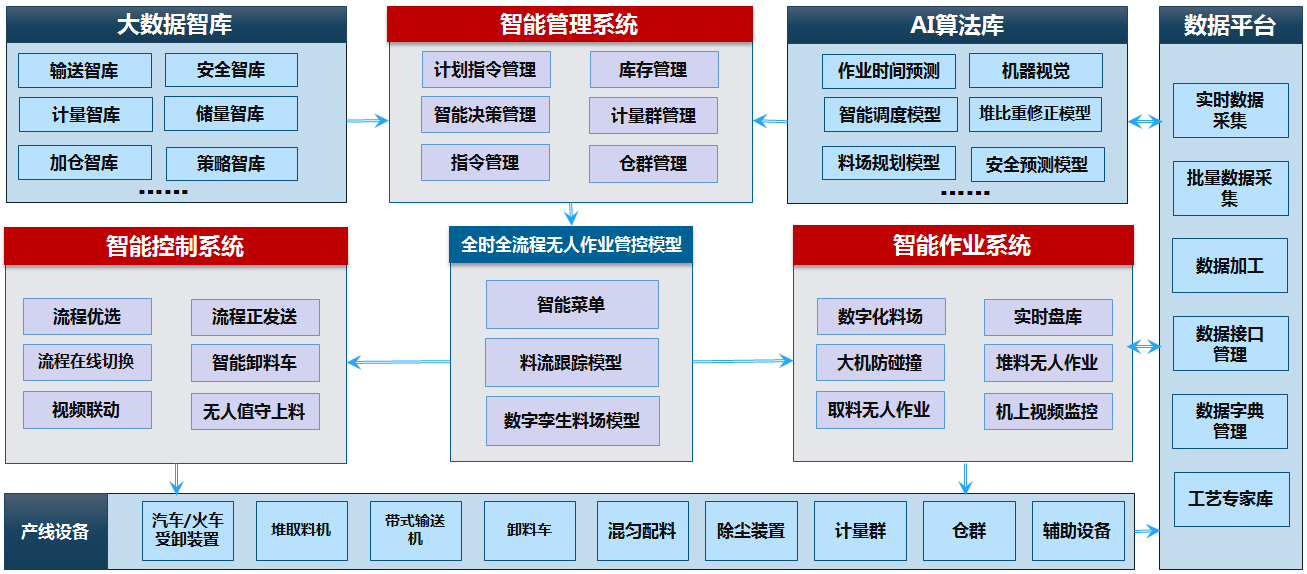
图2 架构体系图
智能管理系统是智能料场的信息汇集和管理中心。智能管理系统收集物流大数据信息,利用料堆模型及输送作业流程,管理料堆的动态信息,并根据动态信息以及不同类型物料的料堆对应的车船卸料位置或用户料仓号,生成堆料输送作业指令或取料输送作业指令,将堆料输送作业指令或取料输送作业指令发送至智能控制系统和智能作业系统。通过对堆取料机时效堆库存信息的扩展,构建原料均储管理平台,管理全品种原料时效库存、规划原料进厂时限,为低量均储、降本增效提供智慧物流保障,智能管理系统通过对控制系统和作业系统的自动时效管理,补充完善多维度仓储信息,自动生成智能作业菜单(时序生产计划指令),下发控制系统和作业系统按时序作业或待机,执行过程中时效反馈原料管控需求和预警信息,管理(变更)动态菜单,消除菜单执行过程不确定安全隐患,通过一键锁定计划菜单选项,安全、有序一键式完成全天(整班)的全部储运生产。
智能控制系统是以执行时序作业菜单为引导,以全流程动态物流过程跟踪仿真为展示核心的全自动控制系统,包括全部设备检测信息规划和传感器布局、输送流程最优化控制,智能加仓及卸料小车自动控制、堆取料机及其它独立控制设备的联动控制、与管理系统的信息交换,与安全保障系统(包括视频联动、自动广播联动、电子门禁、电子围栏等)信息互助。
智能作业系统是堆取料机集群智能管控执行系统,包括堆取料机的自动控制、同步扫描料堆体积变量并与输送物流变量互证融合,提供精准时效堆库存管理数据,智能作业系统与智能控制系统高效融合,协同执行时序作业菜单的自动生产任务。为指导堆取料机安全作业,同步收集料堆实体和储量变化,堆取料机作业信息和料堆体积的即时变量通过有线网络和无线网络把数据冗余传送到中控室。
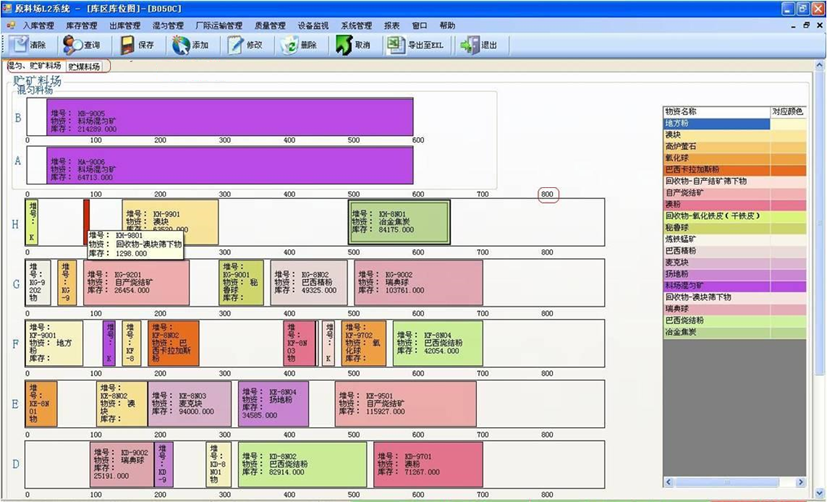
图3 库区库位图
2、以多元素多功能构建原料场大数据专家库,采用基于AI算法实现动态“均衡少储”的库存规划模型的研究。
智能料场管理系统以低量均储、降本增效为核心,收集厂内外多维度信息,按照用户日耗量、原料进厂方式、进厂周期和批量、原料采购成本、混匀配料品种、安全储存系数等因素,AI追溯和推演大数据库历史数据,均衡匹配全品种原料最低储量、确定最优堆位、规划全品种原料进厂最优时限,降低原料总储量,降低原料储存成本。根据实时库存和生产计划(出库预测)、进厂预报(库存补充),编(绘)制后续储存周期内的料场每个品种原料储存量预测图,按单品种原料消耗和进厂周期、占地现状,提供料场规划,实现无人直接参与的原料堆均衡分布、最小的不确定储备。
Ø 根据料堆的实测体积,计算每个料堆的实时理论储量、占用空间、可堆叠数量,并结合入堆计量数量,供物料管理员进行仓储数据平衡。
Ø 实现料堆精细化管理,根据管控系统反馈值,记录各料堆的不同叠堆区间和体积。
Ø 实时汇总每种物料的储量、占用空间、可扩展空间等,在低于最小库存时报警;
Ø 计算每个空场料堆的位置、体积、可存放物料的种类及对应的重量;
Ø 实时汇总料场内每种物料还可入库的数量;
Ø 根据当前作业任务预测未来一段时间内的入库容量,在预测到入库容小于出球计划时,提前发出报警进行处理。
3、数字孪生场景下全时无人作业管控模型和实时动态流程组网输送系统的研究
本研究项目以智能选时、组网接续输送、择机保供储为核心、建立时序菜单引导作业,数字孪生过程仿真和时效库存全景仿真辅助生产管理,应用流程优选、流程切换、流程叠加、流程正发送、智能卸料车等技术进行流程动态组网高效输送,实现原料输送最优路径智能选择,规划原料进厂峰谷,智能管理原料储存,即时加工按需供料,应用数智孪生技术,用动态物流全过程仿真直观展示输送中物流和设备状态,用数字化全景料场展示料堆和空地,采用物流管家追溯物流全周期,精准推演单品储量、规划物流进厂时间、配置最优库存比、管控内部供料节奏,通过智能生产决策体系,管理原料进厂适时卸车、AI决策混匀配料大堆计划、安全接续向用户供料,为原料场定制智能生产和原料储运管理智慧库,AI学习、高效节能、降本增效,逐年提升原料储运管理效益。
通过数字化与智能化的完美结合,智能核心与基础条件的智能融合,实现全时管控菜单化生产,最终实现整个原料场的智能化和智慧化,有效降低生产成本,减少劳动定员,提升管理水平。

图4 原料场数字孪生仿真示例
全时无人作业管控模型通过作业菜单实现,动态菜单即根据料仓的料位,原料的堆存单元情况,堆取料机的状态、流程状态、料流跟踪,卸料装置状态,结合相关工艺要求,管理系统通过模型自动生成作业指令下发至控制系统完成流程的启停、流程合流、流程起终点切换、路径切换及智能小车的自动移动对位,实现料仓无人化加料。此操作模式为全自动模式,操作人员设置参数后由管理系统实现带式输送机、堆取料机等设备的启停,实现无需人员参与的一键式作业。
模型输入层由所有影响料场智能决策的参数组成,如:当前各物料的存量、种类、各堆取料机的当前任务、MES系统下发的每天的进料计划、供料计划、流程运行信息、设备运行信息、设备检修信息等内容,这些输入变量统一由大数据专家库提供。
首先经过AI平台智能分析决策功能提供指令作业时间预测,这些输入变量作为模型的计算参数结合规则配置和工艺配置最终输出为最优的可执行的智能作业菜单指令。
全时无人作业管控模型是由计划向作业指令菜单的转化过程,通过计划信息、外部信息、作业信息等智能的决策出最优的作业指令菜单以及最优的作业设备,并自动以作业指令的形式下发至智能作业系统和智能控制系统完成流程设备、堆取设备、仓上设备的无人化作业。我们的菜单为时效菜单,随着外部条件的变化而自动更新(每5s重新计算一次),可适应计划性检修和突发性检修的项目安排需求以及人为的干预。
实现无人化智能作业的堆取料机以及受料设备、智能卸料小车统一编入流程中,应用流程优选、流程切换、流程叠加、流程正发送、料流跟踪等技术智能生成一组高效输送的作业指令菜单,作业指令菜单自动控制流程及流程内相关设备的运行,无需人员直接参与。
作业指令菜单能够实现作业任务的自动下达,流程自动优选,堆取料机的智能调度,原料与流程起点终点自动匹配,结合料流跟踪实现流程自动启停及切换,料流的准确跟踪能够减少流程切换的时间,实现紧凑输送的同时避免错料输送及混料风险。
实时动态主要体现在下面两点:
1)根据实时反馈的作业实绩动态调整菜单;
2)当外部条件,设备状态,流程状态有变化以及人工干预的时候会自动重新计算菜单。
针对传统的储、配、供缺乏整体统筹,流程选择和运行采用单一流程,本系统创新了流程组网输送。组网输送包含流程的自动生成、优选和流程切换运行。结合工艺设备的上下游关系,通过开发原料场自由流程数据库,在运行时采用人型和Y型在线切换模型实现带式输送机的主干网和支网自由组合,在全时全流程无人作业管控模型的指令支配下,向不同用户(炼铁、烧结、焦化等)自动输送同一种料,或者向同一用户自动输送不同的料种,减少流程设备空运转和协调调度时间效果显著。
4、堆取料机安全高效作业和同步精准跟踪料堆实体变量的“双效作业”管控系统的研究
“双效作业”工作模式是指在统一坐标网和同一模型引导下,完成大堆模型分解、作业轨迹规划、作业边界闭环监视、作业量跟踪、实体料堆定位、料堆变量大数据采集等,即在一次作业中保障堆取料机安全高效作业和精准收集料堆实体数据的双重效果。与传统的堆取料机控制方式不同,本系统对堆取料机的管控配置有重大转变。主要表现在以下几点:
(1)管控模式不同。传统的每台堆取料机是独立的一套PLC系统,在机上或者中控室建立HMI操作画面手动或半自动控制。本系统是对一个料场的多台(可达7台)堆取料机进行集群统筹管理控制实现智能调度,在中控室建立一套后台,包括中控室PLC,数据和控制服务器、客户端(中控可视化计算机、中控室控制计算机),堆取料机上有CPC(机上控制计算机),软件架构如图所示。
(2)数据时效性不同。传统的堆取料机的扫描仪用来专门盘库,一旦有堆取料作业,原来的数据和模型失效,需要重新再盘库。本系统采用双效作业,在堆取料机作业时,同步实现生产料堆实际模型,即同步实现盘库。
(3)智能程度不同。传统的控制受制于精度误差,在堆取料机的斗轮接触料的深度无法控制,或料流不够效率低,或料量大引起过载停机,需要人工辅助确定吃料深度。本系统采用双效作业,对扫描仪数据进行多次处理,解决了数据的时效性和精准度,通过数据的闭环控制修正,达到智能全自动作业。
三、主要创新性成果
1、面向散状物料原料场首次创建以低量均储和高效运行为目标,建立智能控制、智能作业、智能管理三层互融的原料场管控体系,通过增加堆取料机的智能作业、流程设备的智能控制和料场全部生产过程的智能管理,每年节约钢铁企业物流成本10%以上。
2、首次开发了多维度多功能的原料场大数据专家库和基于AI算法的动态库存规划模型。从厂外信息维度、原料用户信息维度、原料场内部信息维度等构建多功能的大数据专家库,包括输送专家库、计量专家库、储量专家库、加仓专家库等,并采用基于AI算法的动态“均衡少储”库存规划模型分配全品类原料占地,降低料场安全储料总规模,用计量群与时效库存实时互证保障精准度,用实体料堆库存数字化孪生仿真展示原料储存现状,保障原料安全储备量不超过5%,减少存储原料10-20%。
3、首次开发了数字孪生场景下全时无人作业管控模型和实时动态流程组网输送系统。以智能时序菜单引导作业,数字孪生过程仿真和时效库存全景仿真辅助生产管理,实现料场作业全流程无人化、智能化,流程空耗比减少到3%-8%,提高输送能力10%以上。
4、首创堆取料机安全高效作业和同步精准跟踪料堆实体变量的“双效作业”工作模式。在统一坐标网和同一模型引导下,完成料堆模型网格化分解、作业轨迹规划、作业边界闭环监视、作业量跟踪、实体料堆定位、料堆变量大数据采集等任务,在每次作业中保障堆取料机安全高效作业和精准收集料堆实体数据的双效管控系统,提高堆取料机作业率10%以上。
四、应用情况与效果
本项目开发了冶金绿色原料场数智管控关键技术,实现了原料场储存、配料、输送的精准管控,使原料场的运行控制方式和管理模式得到重大转变。该成果已获授权专利16项,软件著作权16项,发表相关论文4篇,形成国家标准1项,团体标准1项。近三年共签订合同额为2.43亿元。截止2022年12月,首钢京唐公司已成功应用本项目的整套研究成果,江阴兴澄特钢、凌源钢铁已应用本项目的部分成果,另外,本成果也应用于山东临沂优特钢、江苏联峰钢铁在建项目,并将应用于马来西亚东钢的海外原料场项目。
首钢京唐数智化原料场应用了本项目的整套创新成果,整个原料场有379台输送设备,可组合1028 条生产作业流程实现全时智能管控,较改造前提高运输能力10%-20%,降低运行能耗10%以上,延长设备使用年限10%以上,减少原料采购占用资金10%-15%,按照每年产出1000万吨钢计算,每年节约运行成本3060万元;每年节约流动资金1.25亿元。到目前为止,先后迎接了多个地市级政府部门、相关钢铁企业考察60余次,受到一致的认可和好评,为数智化原料场的技术推广应用带来了积极示范效果。
表5-1 国、内外同类技术功能比较
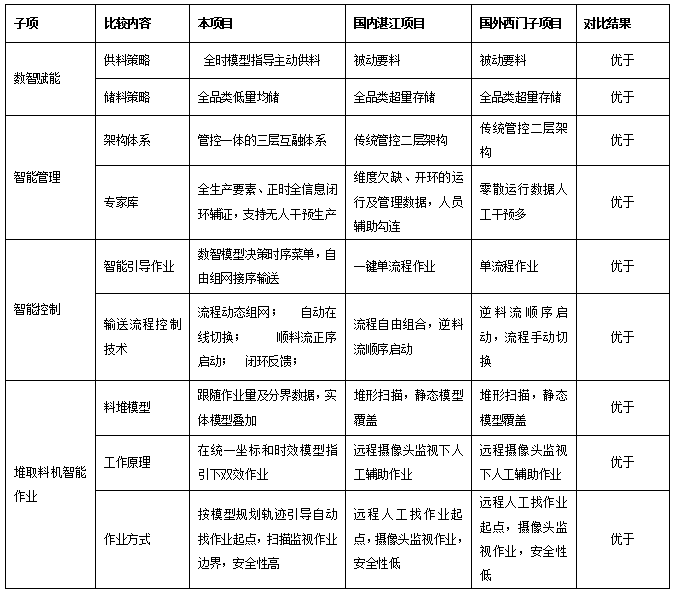
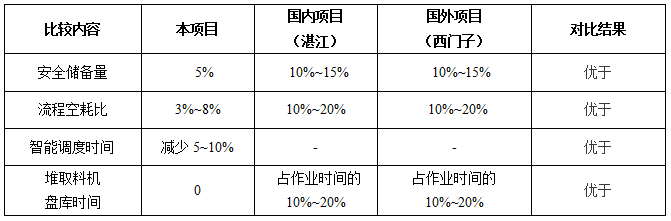
表5-2 国、内外同类技术指标比较
本系统一键式实现了原料场安全、有序的智能生产、高效组网运行、大数据专家库管理、设备运维规范化、事故处理智慧化等核心功能,全方位解决了钢铁企业原料场面临的各类问题,使企业原料场的运行控制方式及管理模式得到转变。
信息来源:中冶京诚工程技术有限公司
-
全国科技大会 国家科学技术奖励大会 两院院士大会在京召开 习近平为国家最高科学技...
[06-25]
-
中国金属学会推荐的“采用清洁能源实现低成本低碳炼铁”入选中国科协2024十大产业...
[07-03]
-
关于推荐重要学术会议的公示
[06-20]
-
《高品质钢冶炼工艺及关键技术》审稿会在京召开
[06-19]
-
教育部第二批“新工科”课程《钢铁科学与技术前沿》第六讲: 高品质特殊钢电渣重熔技...
[10-29]
-
关于召开“2026年(第四届)全国冶金流程工程学学术会议”的第二轮通知
[03-09]
-
2026年(第五届)中国不锈钢科技发展论坛展览与技术宣传征集通知
[03-06]
-
关于征集2026年冶金青年“云端”沙龙主讲人的通知
[03-05]
-
关于召开2026年全国熔盐化学与技术学术会议的第一轮通知
[03-03]
-
关于召开第七届全国炼铁厂长技术座谈会的通知(第二轮)
[03-03]