科技新进展:基于工业互联网的钢铁流程协同制造系统关键技术研发与应用
一、研究的背景与问题
在新一轮科技革命的影响下,发展数字经济已是大势所趋。数字技术创新和迭代的频率逐渐加快,以人工智能、大数据、云计算、区块链为代表的新一代信息技术正在不断出现创新突破并实现应用落地。数字经济辐射带动作用显著,应用场景丰富,不断催生出新的业态和模式。《中国产业数字化报告》首次专业阐释“产业数字化”。认为产业数字化是指在新一代数字科技支撑和引领下,以数据为关键要素,以价值释放为核心,以数据赋能为主线,对产业链上下游的全要素数字化升级、转型和再造的过程。
山钢集团《“数智山钢”建设方案纲要》中明确提出:面向钢铁行业数字化、网络化、智慧化需求,构建基于钢铁数据采集、汇聚、分析的服务体系,支撑制造资源泛在连接、安全高效的钢铁工业互联网平台,完成数据的精准、实时、高效采集,搭建合作共赢、协同融合的钢铁智能制造业务平台,助推钢铁产业由“大”到“强”的高质量发展,打造“具有山钢特色的世界一流智慧工厂”。
山钢日照精品基地借鉴浦项先进理念和顶层设计思想进行建设,较为完善的系统体系为公司快速达产达效做出了贡献,但随着生产经营的不断深入,特别是近几年公司面临转型升级的新任务,原系统协同制造能力总体偏弱等一些问题也开始暴露,并逐渐成为制约公司整体竞争力提升的关键制约因素。主要表现在:
1、缺少数据采集处理平台,尚未实现制造数据融合共享。部分工序数据价值感知发掘不够,多源异构数据散落于业务系统中没有得到有效利用,工序间仍有部分数据孤岛存在,生产过程数据价值有待进一步挖掘。陆续进行的智能化升级多以“点”的形式进行,没有考虑到与信息系统机融合,形成了新的数据孤岛。
2、工序数字化水平发展不均衡,已成为公司效能发挥的制约因素。以炼钢工序为例,转炉已实现一键炼钢、连铸逐步向无人化浇铸平台发展,但作为衔接上下游的LF精炼仍以单一或者局部优化为主,一定程度已经制约到了炼钢系统整体效能水平发挥。
3、热轧等关键工序质量控制模型精度不够。原工序模型使用的是统计学模型和简化的机理模型,这些模型在换辊、换规格、冷热坯混装等非稳态状态切换时,首卷钢的控制精度较差,二级品率较高。同时,由于质量存在遗传性,热轧产品的质量问题会进入下游冷轧和热处理过程,最终影响到冷轧产品的质量。
4、内外部信息融合共享不够,无法实现高效协同制造。传统的五级架构内部协同融合性不够,已无法适应企业数字化转型升级需要;由于没有实现与链条企业的数据融合共享,公司在供应端和市场端两端反应敏感度不够,无法将上下游企业的问题和特殊需求及时有效地反馈到生产制造过程中。无法与产业链链条企业保持同频共振,为上下游客户提供超值服务方面有待提升。
鉴于上述原因,为顺应市场发展、解决公司当前和未来在协同制造等方面存在的问题,课题组从2018年开始,历史3年多时间,在日照精品基地在原有系统基础上,开展了基于工业互联网的钢铁流程协同制造系统关键技术研发工作,设计了融合全流程制造的工业互联网架构并研制了标准体系,搭建基于云-边-端协同的多源数据采集与异构数据处理平台;开发了动态数字孪生模型,构建了板带热轧非稳态过程多目标动态工艺逆向优化系统,提高了非稳态生产过程产品质量和性能。开发了供应业链共赢协同服务平台和产业链协同数据交互共享平台,形成了钢铁程数字化协同制造技术体系,实现了企业内部和产业链上下游的产品价值创造和制造效率提升,公司的资金占用、吨钢能耗、订单交付以及人力资源成本等关键指标得到明显改善,经济社会效益显著。
二、解决问题的思路与技术方案
项目研究总体思路如图1所示。

图1 项目总体思路
本项目围绕行业领域内重大共性技术需求,依托山钢日照精品基地,开展了基于工业互联网的钢铁流程协同制造系统关键技术研发。针对公司业务系统交互困难、数据资源共享不够、产品质量稳定性差以及产业链/供应链协同能力差等问题,开发了基于工业互联网的云-边-端数据采集与异构数据处理平台,开发并在线应用了精炼与轧制过程动态数字孪生模型和工艺逆向优化模型,构建了钢铁流程制造一体化智能感知与管控平台和供应链/产业链共赢协同服务平台,实现了企业内部和产业链上下游企业的产品价值创造和效率提升。
项目设计了融合全流程制造的工业互联网架构并研制了标准体系,搭建基于云-边-端协同的多源数据采集和多协议解析数据平台。基于大数据平台,构建了动态数字孪生模型,开发了高品质板带材热轧全流程质量预测与溯源方法,搭建了板带热轧非稳态过程多目标动态工艺逆向优化系统,提高了非稳态生产过程产品质量和性能。聚焦企业协同融合的难点问题,开发数字化协同制造平台,提升协同制造能力。项目系统框架如图2所示。
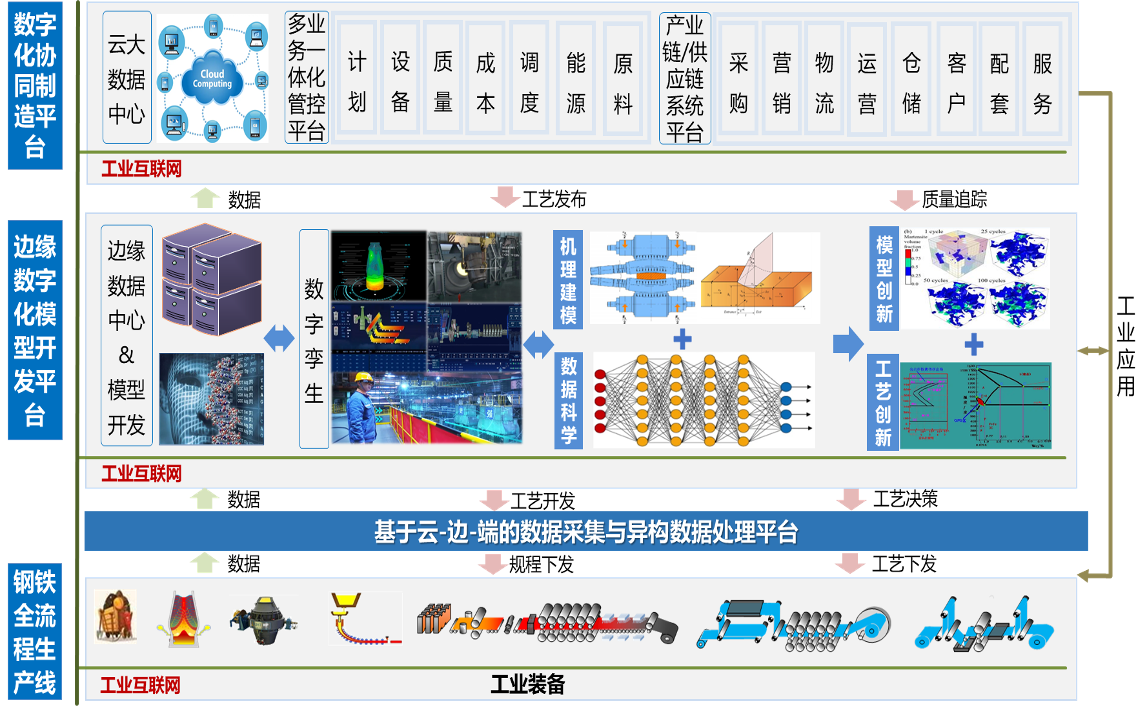
图2 项目总体架构
三、主要创新性成果
1.基于云-边-端的数据采集与异构数据处理技术,开发了基于云-边-端的钢铁流程工业互联网平台,搭建了面向钢铁流程的数字化业务基盘,建立了异构数据自动转换、数据降维和时空匹配模型,实现了钢铁流程数据互联互通,为钢铁流程协同制造系统关键技术研发奠定了基础。
(1)融合全流程制造的工业互联网架构研发
研发融合全流程制造的工业互联网平台,从应用架构、数据平台架构、系统架构等3个维度进行构建。生产现场控制层的工控设备及系统数据通过OT网络与企业数据中心完成数据交互;依托数据中心,处于边缘数字化控制级的生产过程系统和专业管理系统进行业务数据的分析和处理;与运营管理相关的数据,通过网关与IT网络进行交互,同时企业通过IT系统、OT系统、服务、企业专网与互联网融合四种模式上云,形成纵向贯通、横向集成、协同联动的数字化协同制造体系。工业互联网应用架构如图3所示。采集生产制造过程的异构数据,通过各种工具库和算法库在数据处理平台完成生产数据的分析处理和应用,数据分析和处理作为平台的核心功能并不是简单的归类,需要与生产系统进行耦合、关联和匹配,从而实现各类应用系统的数据高效处理,为实现全公司所有系统范围内标准数据的集成共享提供基础。

图3 工业互联网应用架构
(2)基于云-边-端的数据采集与异构数据处理技术研发
针对过程面临着数据信息分散、数据质量参差不齐、数据标准不统一、开发维护困难等问题,通过大数据平台的开发实现了数据生命周期管理。在工业大数据战略从顶层设计到底层技术实现的“落地”过程中,异构数据处理是是确保工业大数据的有序、共享和安全,促进工业大数据实现服务创新和价值增值的必要手段,数据采集与异构数据处理平台如图4所示。
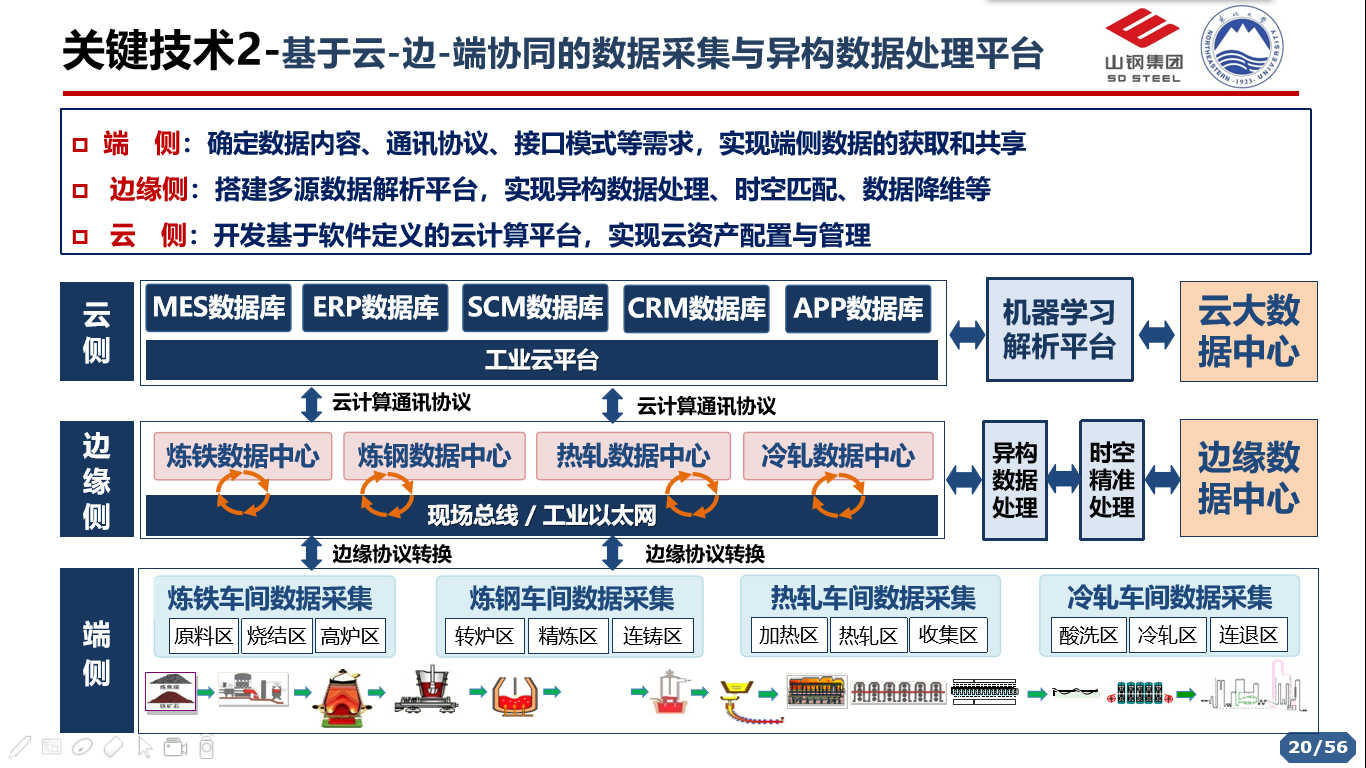
图4数据采集与异构数据处理平台
2、融合钢铁制造机理与大数据/机器学习等数据科学,针对冶炼过程、热轧过程等工序的关键控制难题,开发了数据驱动融合机理的动态数字孪生模型,构建了非稳态过程动态工艺逆向优化系统,实现了钢铁生产流程的高精度质量控制。通过理论分析、数据驱动算法、数值模拟和试验相结合的方法,数字孪生和多机架动态协同控制方法为主线;利用现有工业网络等强化网络互联互通,将各工序和各系统形成矩阵式网格联通;以多方异构环节集成的综合体为基础,构建生产过程智能集成管控平台,建立高精度过程动态数字孪生和多工序动态协同控制平台。采取的研究方案和技术路线如图5所示。

图5项目研究技术方案
(1)数据驱动的LF精炼数字孪生模型开发
为提高LF精炼过程控制模型控制精度和模型适应能力,对现有LF精炼工艺流程进行解析,使过程控制模型在不同操作模型下按照不同操作事件进行匹配作业,并以时序为关联,不同作业流程为基准,实现操作步骤和事件的高效串联、不同控制模型的有效协同。过程操作步骤分解界面如图6所示:
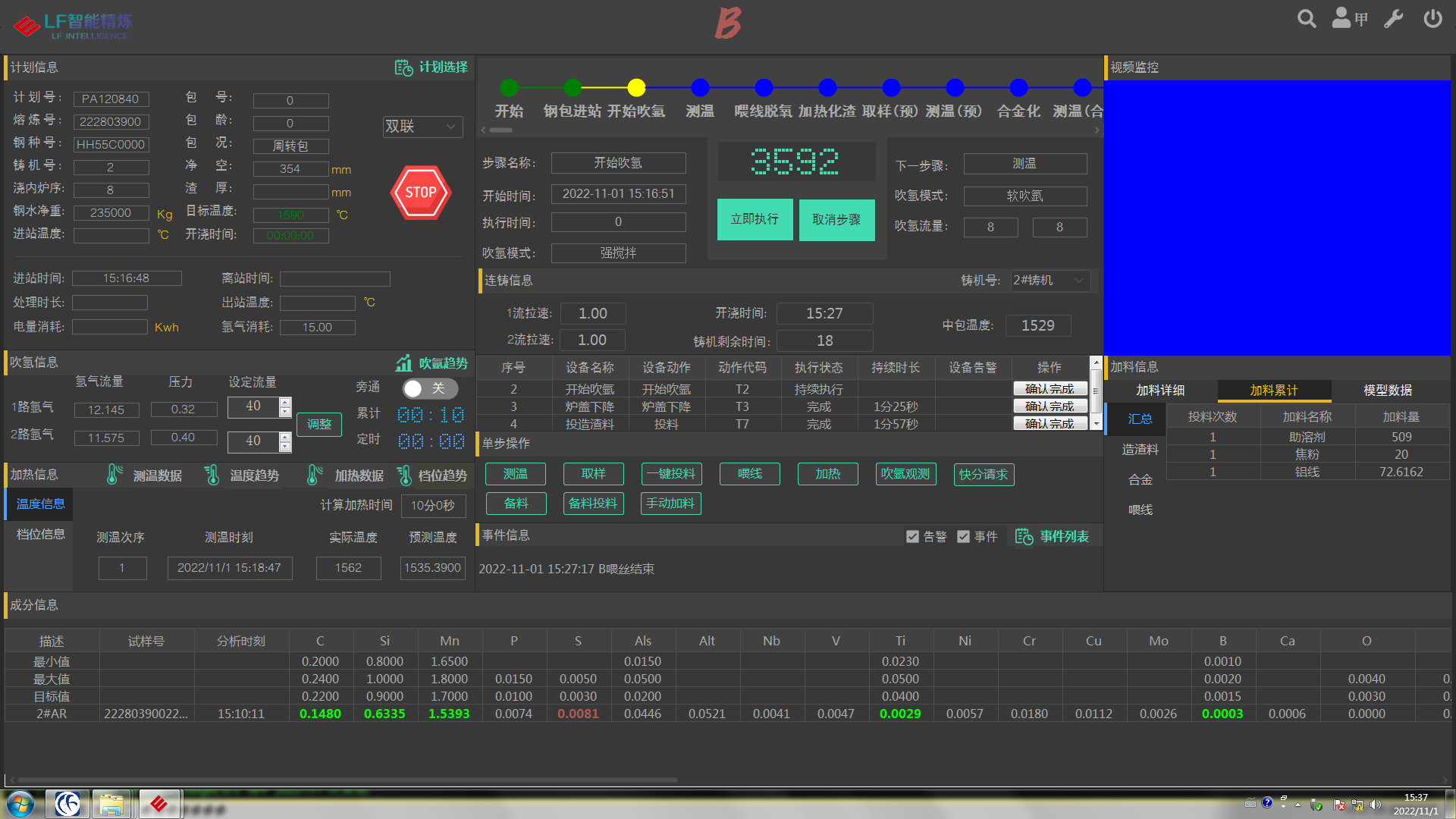
图6过程操作步骤分解界面
在搭建大数据应用平台基础上,对LF精炼历史数据进行回归分析,实现大数据的优化回归,反馈至关键控制模型,实现控制模型的在线自学习、自优化,并根据点测温度和多点取样成分实现动态优化调整,利用大数据修订优化检测或控制系统因环境、时滞等造成数据失真研究。
研发LF精炼过程关键参数数据驱动模型,模型开发以现场经验规则为主,机理模型指导,数据模型纠偏的思想,体现模型贴合实际、服务现场、稳定可靠,更有自学习、自优化功能。合金化模型采用下述公式实现自动核算和投料:
![]() (1)
(1)
式中,Walloy为含有某种元素i的合金加入量,kg;[i]aim、[i]old分别为元素i的目标成分和初始成分,%;αf 为合金中i元素的含量,%;f为i元素的平均收得率。
LF精炼底吹与钢包包况及透气砖透气效果有直接关系,结合包况判断通过以下逻辑对底吹不良包次采用补偿机制,在底吹氩实现流量标定及补偿机制设计的情况下,结合LF精炼流程操作步骤解析。将不同的吹氩模式与LF精炼操作步骤进行嵌套,实现LF精炼流程解析与不同操作模式时底吹流量的匹配关联。不同底吹曲线比较如图7所示。
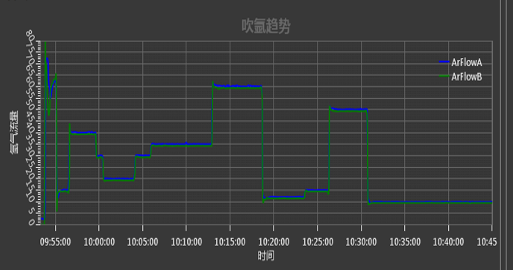
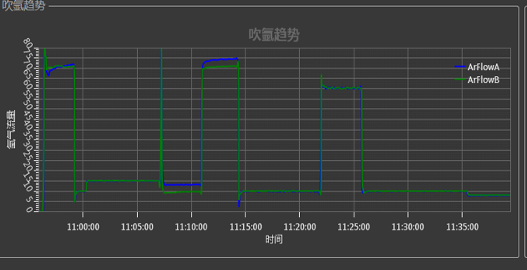
图7 过程按模型控制吹氩曲线图
通过集成设备动静态数据和传感器等数据方式实时同步生产过程中的全量数据并驱动虚拟设备实时同步物理空间设备状态和生产数据并实时呈现,其架构图如图8所示。
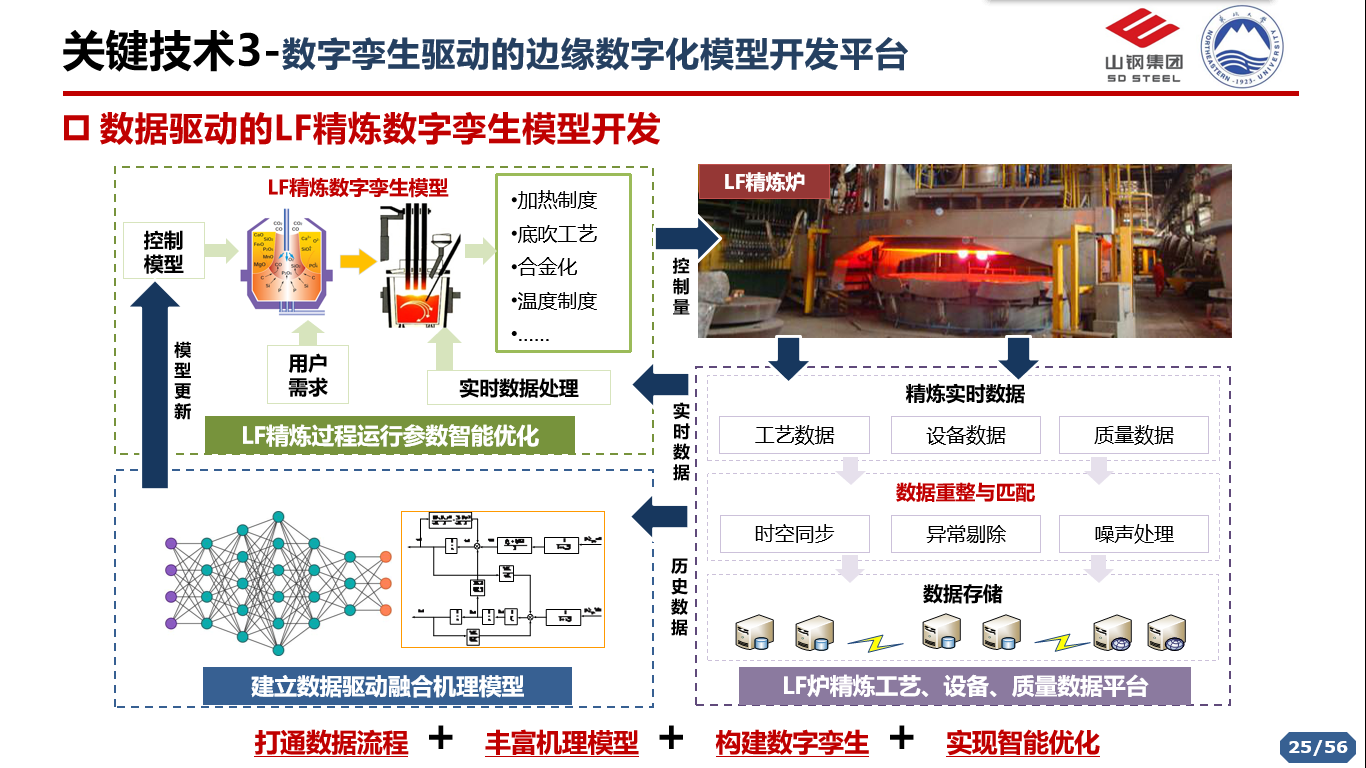
图 8 LF数字孪生架构示意图
开发的LF精炼数字孪生模型,充分利用物理模型、传感器数据、运行历史等数据等,集成多学科、多物理量、多尺度、多概率的仿真过程,在虚拟空间中完成映射,反映相对应的实体装备的全生命周期过程,
(2)数据驱动融合机理的轧制过程动态数字孪生模型
传统的机理模型多存在不确定性,模型精度低,数据模型又缺乏可解释性。融合二者优势,构建动态数字孪生模型成为提高精度的有效途径。现有机理模型分为三种形态,分别是存在显式表达式、不存在显式表达式、以及存在部分显式表达式,为此我们提出机理主导、数据主导和多源信息融合的数字孪生模型构建方案。开发数据主导模型,计算板带轧制过程质量指数,通过机理模型增扩关键工艺数据,解决关键工艺参数的缺失问题,引导数据驱动模型符合物理规律,如图9所示。
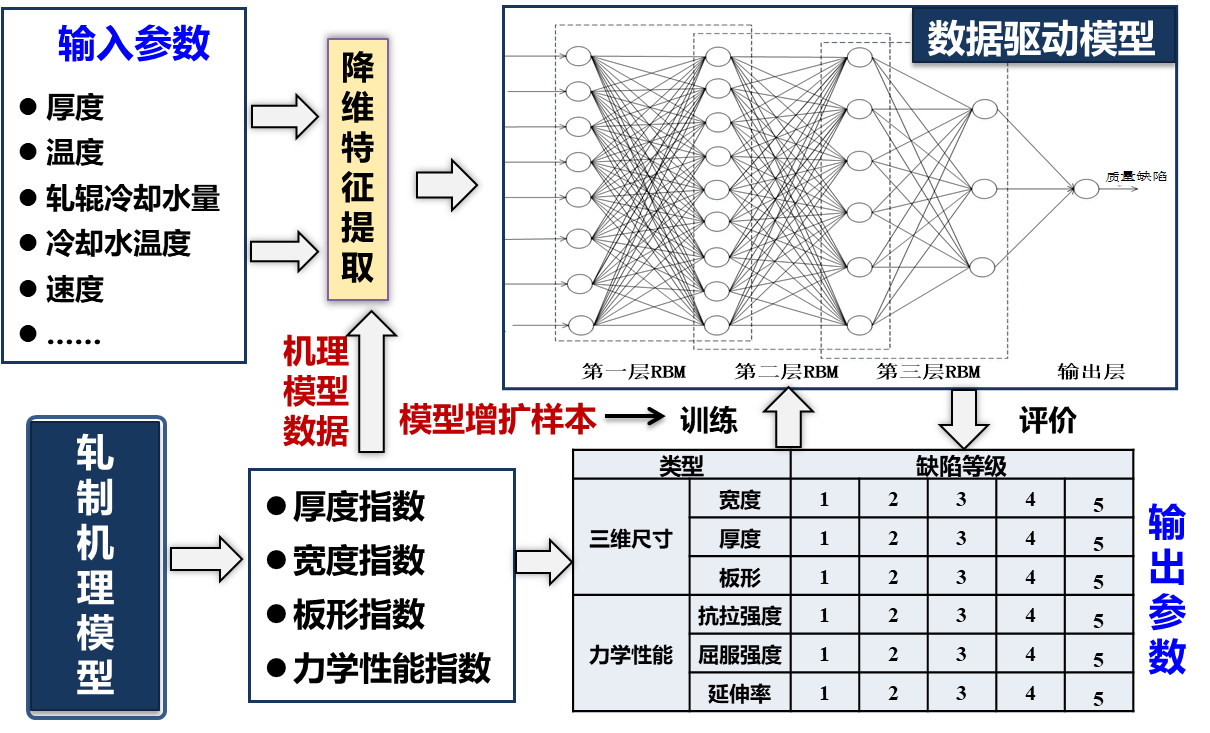
图9 轧制过程数据驱动模型示意图
2050mm热连轧精轧机组过程控制计算机已经接近满负荷状态,已不可能在过程计算机中增加数据驱动算法这样数量级的程序。将数据驱动的预测模型嵌入在线模型设定系统,对在线对轧制力进行优化修正。传统轧制力模型与数据驱动模型预测偏差对比如图10所示。从对比图可以看出,数据驱动模型预测偏差明显优于传统数学模型。
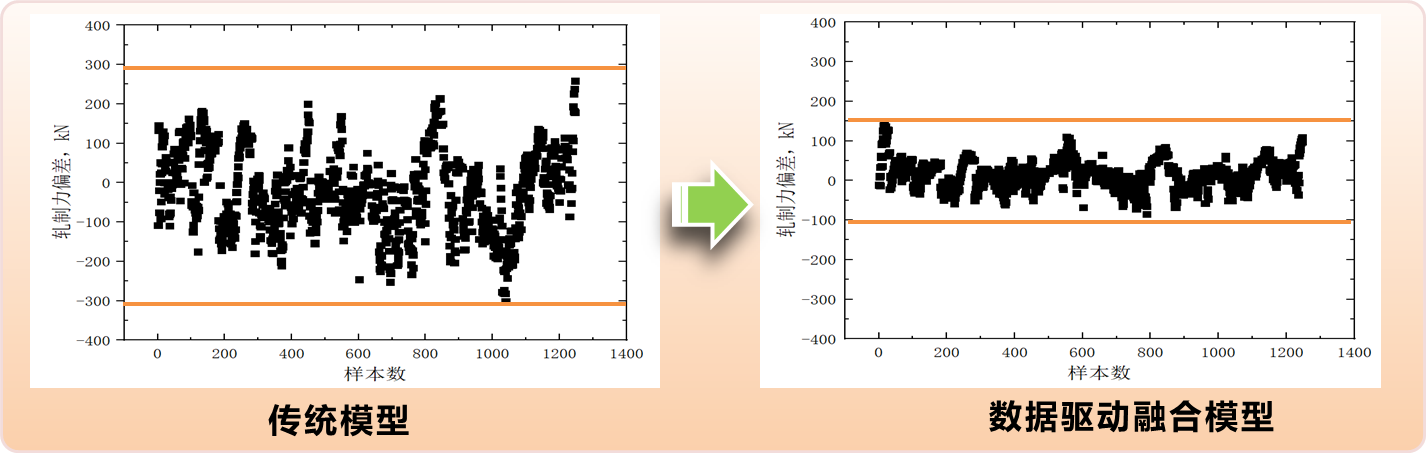
图10 传轧制力模型与数据驱动模型预测偏差对比图
(3)数据驱动的质量异常溯源与工艺动态逆向优化模型
构建高品质板带材热轧全流程质量预测与溯源模型,轧制全流程质量完成预测建模后,需要结合偏差分析与阈值决策方法,实现终端工序质量异常在线预测及中间工序质量异常实时诊断。发质量偏差遗传耦合算法,以确定异常根源。通过建立偏差传递函数揭示偏差耦合机理,然后结合特征提取与差异度分析方法解决跨工序溯源问题,溯源逻辑如图11所示。
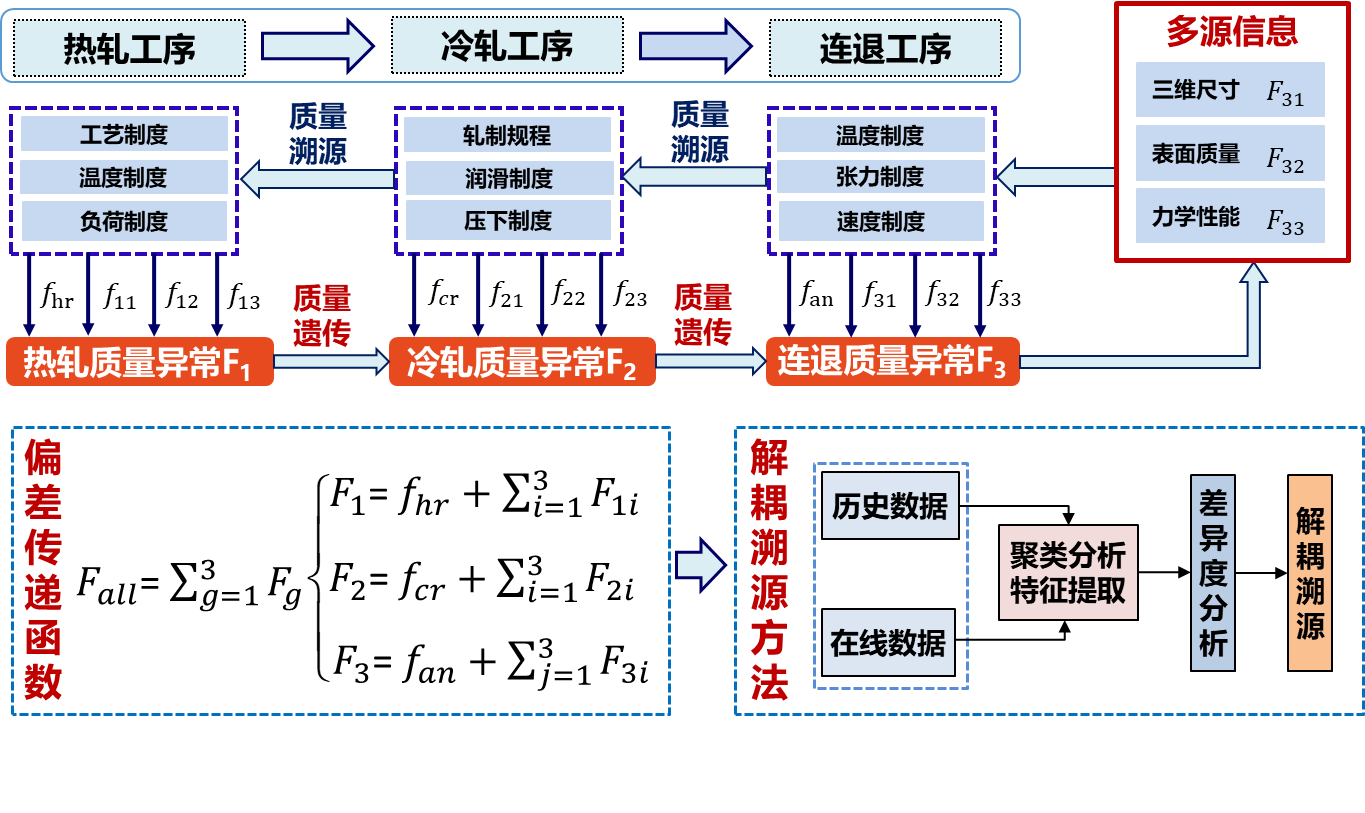
图11 质量精准预测与溯源建模示意图
开发高品质板带材热轧过程智能协同控制模型,以抑制终端预测偏差为目标,建立多工序质量协同控制模型。针对多工序优化环节形成的质量指标期望值,提出互联大系统有限时间快速跟踪控制方法,保证热轧-冷轧-连退多工序的分散快速质量自愈。为避免质量异常在工序间和批次间传播,需要开发出局部即时决策与全局决策相结合的控制算法,实现质量精准预测的多工序协调控制和优化,如图12所示。
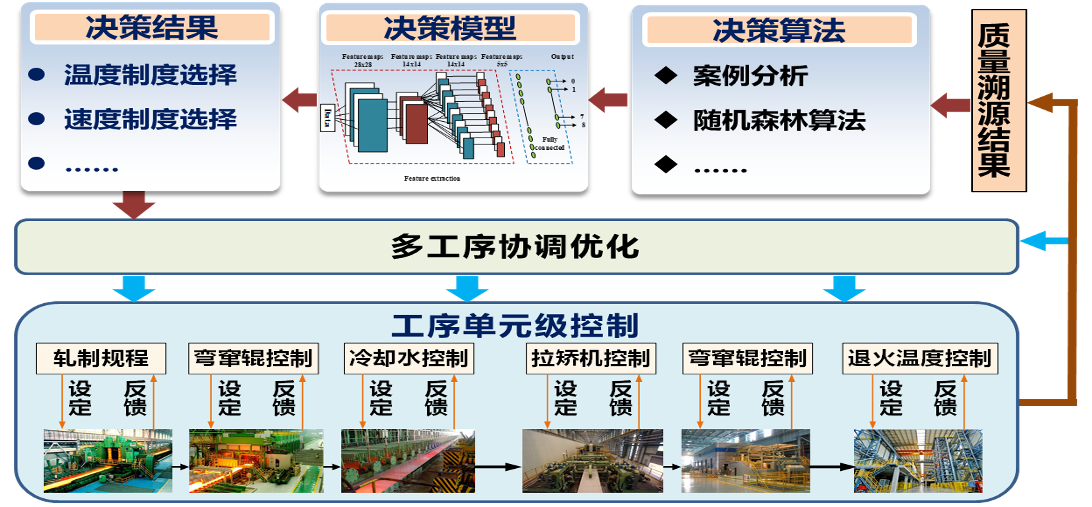
图12 板带材轧制过程智能协同控制示意图
3、面向钢铁全流程数字化协同制造技术
项目构建集钢铁研发、销售、生产、物流、能源环保、设备、安保等业务的生产制造过程智能动态管控平台,形成了纵向贯通、横向集成、协同联动的一体化制造体系,提高了企业内部协同制造能力。与此同时,开发了供应业链共赢协同服务平台和产业链协同数据交互共享平台,形成了钢铁程数字化协同制造技术体系,如图13所示。实现钢铁企业内部和产业链上下游企业的产品价值创造和制造效率提升。
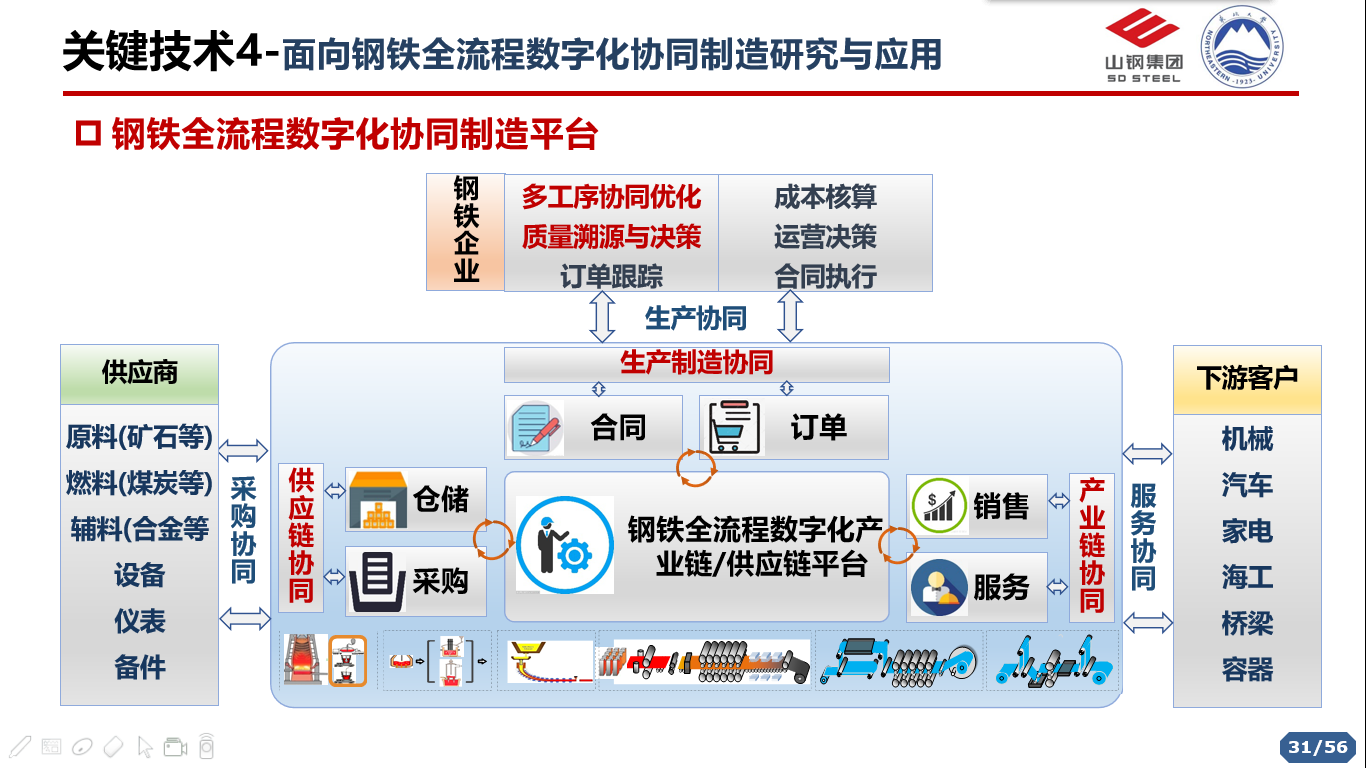
图13 钢铁程数字化协同制造架构示意图
(1)生产制造过程智能动态管控平台研发与构建
生产过程动态智能管控平台借助智能化运行管理平台,实时联动三维可视化数字化工厂与视频监控系统,聚焦产销研、质量、能源、物流、设备管控等业务技术展开研究,实现企业KPI指标监控、生产实绩监视、操作指令下发、设备运行监控、安全环保监控等功能。该平台依托企业管理、MES、智慧物流等系统,集中公司生产、物流、能源、设备检修等业务,实现企业计划的一级管理,做到全局最优,一贯执行;将公司的全流程业务集中调度,实现企业运行的一级管制,减少管控层次,最终实现企业管理“扁平、简约、高效、智能”的目标。
(2)面向钢铁全流程数字化产业链/供应链系统开发
通过物资采购平台,与上游备品备件供应商合作,为企业生产、经营全过程所需的各种备品备件进行管理;利用电子商务形式处置氨水、粗苯、LNG等副产品,以及废次材、废旧物资、闲废设备等循环物资;通过客服平台进行相关的订单查询、生产状态、发货查询、结算查询、质量证明书查询、入款查询、余额查询、咨询等操作,并可以进行满意度调查等操作;通过营销服务平台能有效掌控平台运营情况,敏捷捕捉平台用户需求,快速响应市场变化,规避经营风险;通过将供应商与业务人员的业务在线处理,对招标各个环境的权限控制,最终实现网上招投标的全流程。
供应链协同平台的子平台主要有物资采购平台、网上销售平台,以降低公司备品备件库存水平、提高副产品和循环物资销售价格。其次,通过营销服务平台和客户服务平台,提高公司内部营销管理能力及服务水平尤为重要,通过阳光采购平台,将招投标的业务操作都整合到统一的平台,采用标准化流程操作,最终实现阳光采购。如图14所示。
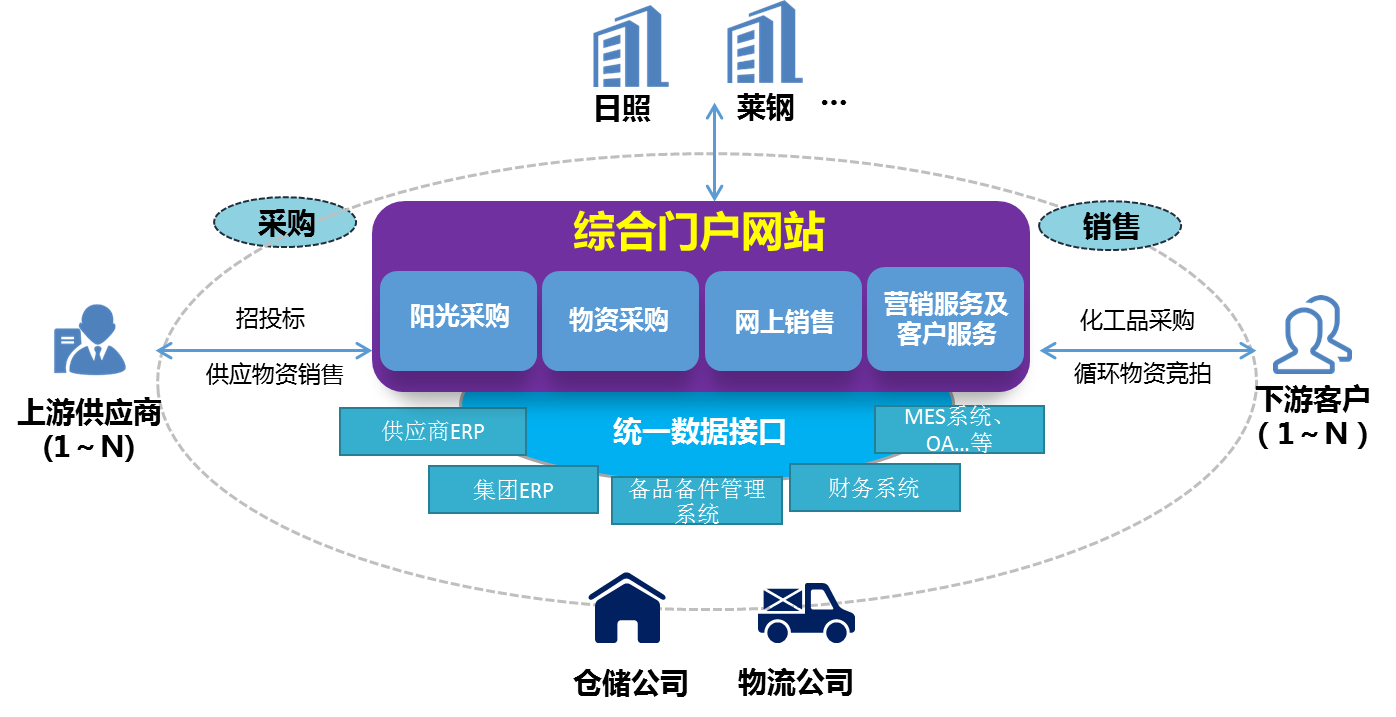
图14 面向供应链的系统架构示意图
(3)产业链协同数据交互共享平台开发
在公司本地部署产业链协同共享平台,并与其“下游”客户、物流、第三方仓储等建立EDI连接,实现业务数据收发流程的自动化。通过EDI系统向下游伙伴企业发送订单、进程、质保等信息,同时采集伙伴企业的需求计划、库存等信息。平台采用负载均衡技术部署实现高可用。
日照公司的业务系统基本上在公司内网,数据无法对外开放,目前日照公司重要合作伙伴企业如:汽车、家电、造船、机械、物流、钢材深加工、第三方仓储等诸多企业提出与日照公司的产品等数据共享需求,需要建设EDI平台以实现企业间实现数据共享,提高产业协同效率提高客户满意度。
本地化部署搭建EDI平台,实现与公司产销系统(MARKETING&MES)系统等无缝集成的方式,无需经过第三方网站处理,保证了数据传输的完整性和安全性。EDI传输过程如图15所示。

图15EDI传输过程示意图
四、应用情况与效果
1.基于数据驱动的数字孪生模型精度大幅提升。项目构建基于数据驱动的宽度和轧制力数字孪生模型,换规格首卷宽度命中率由90.5%提高至94.5%,综合命中率由92.3%提高至96.5%。换规格后首卷轧制力设定精度由91.6%提升至95.2%。轧制力综合设定精度由93.4%提升至95.8%,产品二级品率下降26.3%。
项目构建数据驱动的LF精炼数字孪生模型,在LF精炼流程解析基础上开发加热、底吹、合金等关键数字孪生模型并实现了协同控制,LF精炼成本最优的合金窄成分命中率达到100%,LF精炼终点温度预测精度达到±3℃,合金、电耗、氩气等直接吨钢降成本达到3元。
2.钢铁制造流程技术经济指标改善明显、效益显著。开发了基于工业互联网的钢铁流程云-边-端的数据采集与异构数据处理平台,建立了冶炼过程、热轧过程等关键参数动态数字孪生模型,搭建了基于数据驱动的生产过程智能动态管控平台、支持订单驱动的产销研智能协同平台以及数字化产业链/供应链协同平台。项目实施后,订单交货准确度达到96.56%以上;提高了钢铁生产流程协作效率,产品库存时间缩短为5日之内,吨钢综合能耗达到521kgce/t钢,人均钢产量达到1710吨以上,直接经济效益超1.6亿元。
信息来源:山东钢铁股份有限公司
-
全国科技大会 国家科学技术奖励大会 两院院士大会在京召开 习近平为国家最高科学技...
[06-25]
-
中国金属学会推荐的“采用清洁能源实现低成本低碳炼铁”入选中国科协2024十大产业...
[07-03]
-
关于推荐重要学术会议的公示
[06-20]
-
《高品质钢冶炼工艺及关键技术》审稿会在京召开
[06-19]
-
教育部第二批“新工科”课程《钢铁科学与技术前沿》第六讲: 高品质特殊钢电渣重熔技...
[10-29]
-
关于召开“2026年(第四届)全国冶金流程工程学学术会议”的第二轮通知
[03-09]
-
2026年(第五届)中国不锈钢科技发展论坛展览与技术宣传征集通知
[03-06]
-
关于征集2026年冶金青年“云端”沙龙主讲人的通知
[03-05]
-
关于召开2026年全国熔盐化学与技术学术会议的第一轮通知
[03-03]
-
关于召开第七届全国炼铁厂长技术座谈会的通知(第二轮)
[03-03]